Содержание
Тема 1. САПР как объект
проектирования
1.1 Основные направления применения средств
вычислительной техники в машиностроении
1.2 Особенности методологии инженерного
проектирования технологических процессов
Тема 2. Этапы развития САПР ТП
2.1 Единая система технологической подготовки
производства и ее автоматизация с помощью ЭВМ.
2.2 Принципы принятия решения при технологическом
проектировании.
Тема 3. Системный подход и стратегия проектирования
3.1 Принципы применяемые при создании и использовании
САПР-ТП.
3.2 Стратегия проектирования технологических
процессов
3.3 Математические модели технологического процесса
3.4 Табличная модель технологического процесса
3.5 Сетевая модель технологического процесса
3.6 Перестановочная модель технологического
процесса
Тема 4. Автоматизация проектирования технологических
процессов
4.1 Принципы автоматизации процесса принятия
решения.
4.2 Основные методы автоматизированного
технологического проектирования
4.4 Классификация САПР в
компьютерно-интегрированном производстве
Тема 5. Состав и структура САПР ТП. Виды обеспечения
5.2 Формализация описания технологической
информации на базе классификации.
5.3 Техническое и лингвистическое обеспечение
5.4 Автоматизированные рабочие места (АРМ)
5.5 Персональный компьютер как основа АРМ - его
основные подсистемы
5.6 Запоминающие устройства ЭВМ
5.7 Информационное обеспечение. Справочные
таблицы
5.8 Информационно-поисковые системы.
Классификация и структура ИПС
Тема 6. Особенности работы САПР ТП в условиях
различных видов производст
6.1 Задачи САПР ТП в условиях единичного и
мелкосерийного производств
6.2 Задачи САПР ТП в условиях среднесерийного
производства
6.3 Задачи САПР ТП в условиях крупносерийного и
массового производств.
6.4 Элементы размерно-точностного проектирования
6.5 Автоматизация проектирования операций,
выполняемых на токарных многошпиндельных автоматах
6.6 Задачи САПР ТП в условиях ГПС
Тема 7. Оптимизация при проектировании технологического
процесса
7.1 Постановка задачи проектирования оптимального
технологического процесса..
7.2 Комплексный подход к оптимизации
технологического процесса
7.4 Параметрическая оптимизация.
Тема 8. Описание отечественных САПР ТП
8.2 Этапы проектирования единичного
технологического процесса в САПР «ТехноПро».
8.3 Этапы проектирования группового (типового)
технологического процесса в САПР «ТехноПро»
8.4 САПР ТП «Компас-Автопроект»
Тема
1. САПР как объект проектирования
1.1
Основные направления применения средств вычислительной техники в машиностроении
В условиях рынка спрос на продукцию,
диктует потребитель. Рынок – это конкуренция. На рынке спросом пользуется
только конкурентоспособная продукция, удовлетворяющая потребности конкретного
потребителя или пользователя данной продукции. В следствие этого, производители
продукции вынуждены постоянно ее обновлять. Т.е. количество модификаций
изделий, изготовляемых производителем, постоянно увеличивается.
Указанные выше причины указывают на
то, что, на современных предприятиях, в том числе и машиностроительных,
значительное количество времени и средств тратится на проектирование в целом и
на разработку (проектирование) технологических процессов в частности.
Первыми двумя целями и задачами
автоматизации технологической подготовки производства являются следующие:
- Сокращение трудоемкости
технологической подготовки производства и, как следствие, сокращение числа
технологов.
- Сокращение сроков технологической
подготовки производства.
Необходимы еще следующие замечания относительно
двух первых целей и задач. Сокращение числа технологов приводит к уменьшению себестоимости
изделия. А необходимость сокращения сроков технологической подготовки
производства обуславливается тем, что в конкурентной борьбе выстоит та фирма,
которая не только выпускает конкурентоспособную продукцию, но и укладывается в
минимальные сроки по подготовке этой продукции к выпуску. Если представить, что
две конкурирующие фирмы одновременно решили выпускать одинаковое изделие, но
первая из них затратила полгода на проектирование и производство первого
образца, а у второй фирмы на это ушел год, то конечно же первая фирма будет находиться
в более выгодном положении на рынке. Современная станкостроительная фирма
считается конкурентоспособной, если время от идеи создания нового современного
станка до выхода первого образца этого станка за ее ворота составляет не более
1,5 лет.
Третьей целью и задачей автоматизации
технологической подготовки производства является повышение качества
разрабатываемых технологических процессов. Эта необходимость объясняется
следующими причинами.
Техническое перевооружение
современного машиностроительного производства осуществляется в основном по двум
направлениям:
1 - Замена универсального
оборудования с ручным управлением, обслуживаемого рабочим высокой квалификации,
оборудованием с автоматическим циклом обработки. Переналадка такого
оборудования осуществляется наладчиками по тщательно разработанным операционным
и наладочным картам. Возможно многостаночное обслуживание такого оборудования.
В связи с увеличением дефицита квалифицированных рабочих это направление
достаточно перспективно, особенно в условиях средне – и крупносерийного
производства.
2 - Внедрение станков с ЧПУ,
обладающих гораздо большей степенью универсальности. Их переналадка занимает в
десятки раз меньшее время, чем в первом случае. Но и здесь необходимо тщательно
прорабатывать технологические процессы и затем составлять управляющие программы.
К настоящему времени выделились два
направления применения средств вычислительной техники в машиностроении:
автоматизация производственных процессов и автоматизация инженерного труда.
Первое направление — это оборудование с числовым программным управлением,
гибкие производственные комплексы и системы. Второе — системы автоматизированного
проектирования изделий и технологии их изготовления (САПР), автоматизированные
системы управления технологическими процессами (АСУ ТГ1) и производством
(АСУП). Это многообразие решаемых задач можно разбить по виду выходного
информационного материала на два типа.
1. Машинная печать и тиражирование
различной технологической документации в рамках требований ГОСТов, ЕСКД, ЕСТД,
ЕСТПП, АСТПП, т. е. чертежей, графиков, различных карт технологических процессов
и другой конструкторской, технологической, нормативной и бухгалтерско-экономической
документации, выполненной с разной степенью точности и глубины проработки,
диктуемых серийностью производства и отраслевыми условиями обработки. Это
порождает большое разнообразие решаемых задач и обычно частный отраслевой
характер разрабатываемых САПР ТПП. В перспективе неоправданное разнообразие
таких разработок будет сокращено за счет межотраслевой стандартизации и
унификации методик, алгоритмов, языков программирования, нормативно-справочных
материалов, в том числе единых общемашиностроительных технически обоснованных
режимов резания и норм времени для обоснованного и гибкого (универсального)
управления качеством и производительностью обработки.
2. Запись управляющих программ на
различных программоносителях, необходимых для оборудования с ЧПУ, включая и
управляемого от ЭВМ; в том числе объединенных в гибкие производственные системы
вне зависимости от типа производства. Для полного решения этой задачи необходимо
от эмпирического подбора режимов резания в программах обработки перейти к
использованию автоматизированных систем управления, разработанных на базе САПР
операций, зачастую состоящих из разных видов обработки по тщательно
разработанным общим нормативным зависимостям, управляющим качеством и
производительностью обработки заготовок.
1.2
Особенности методологии инженерного проектирования
технологических процессов
При традиционном проектировании
технолог обычно разрабатывает и сравнивает «в уме» несколько вариантов,
стремясь к процессу с минимальным числом операций и станков (это называют
структурной оптимизацией) и минимальной трудоемкости и стоимости операции
(параметрическая оптимизация). Неоднозначность решений при структурной и параметрической
оптимизации объясняется рядом причин. Поэтому прежде чем излагать применяемые
на практике методы автоматизированного проектирования технологических
процессов, рассмотрим причины методической и расчетной неоднозначности
проектных решений, характерных для современного состояния проектирования,
которые в свою очередь обусловливают ту или иную степень приближенности автоматизированного проектирования.
Эта приближенность, как уже
отмечалось, связана с отсутствием однозначных решений как в области общей
методики проектирования, так и с отсутствием некоторой части численного технологического
обеспечения (нормативного банка данных) для общепринятых методических путей проектирования.
Следует при этом учитывать, что при традиционном проектировании технолог решает
вопросы интуитивно, без расчета вариантов, так как выбор того или иного
варианта для него зачастую очевиден. Автоматизированное проектирование требует полной
формализации расчета всех возможных вариантов и выбора из них оптимального.
Однако такого расчетного уровня современная наука проектирования
технологических процессов еще не достигла.
Для дальнейшего развития САПР ТП в
направлении более точного и быстрого проектирования необходим анализ двух
главных методических направлений, по которым требуется быстрейшая разработка
технологических алгоритмов:
- структурной оптимизации и
однозначной формализации размерно-точностного проектирования операций единичных
процессов, особенно необходимых (по тщательности разработки) для условий
массового производства, т. е. с учетом индивидуальных особенностей заготовок и
требований к готовой детали;
- параметрической оптимизации
(главным образом, оптимизации технологических элементов режимов резания)
отдельных операций.
Тема
2. Этапы развития САПР ТП
2.1
Единая система технологической подготовки производства и ее автоматизация с
помощью ЭВМ.
Особенности развития современного
машиностроения обуславливают широкое применение методов унификации изделий,
типизации технологических процессов, стандартизации переналаживаемых средств
технологического оснащения и автоматизации производственных процессов и
инженерно-технических работ. Средством обобщения и комплексного внедрения
достижений науки, техники является Единая система технологической подготовки
производства (ЕСТПП).
Стандарты ЕСТПП определяют принципы и
направления совершенствования технологической подготовки производства на предприятиях
и вместе с тем позволяют каждому предприятию учесть специфические особенности
путем разработки на базе стандартов ЕСТПП стандартов предприятий. Таким
образом, ЕСТПП обладает необходимой гибкостью.
ЕСТПП базируется на трех основных
положениях:
- унификации и отработке изделий на
технологичность;
- типизации технологических
процессов;
- механизации и автоматизации
производственных процессов и инженерно-технических работ.
Комплекс стандартов ЕСТПП и систем,
взаимодействующих с ней, служит основой повышения эффективности производства -
сокращения сроков и затрат на его технологическую подготовку. При внедрении стандартов
это достигается совершенствованием проектирования технологических процессов,
проектирования и изготовления средств технологического оснащения, а также
совершенствования организации и управления технологической подготовкой
производства.
Сроки ТПП на базе технологической
унификации в большой степени зависят от скорости переработки информации.
Поэтому для сокращения этих сроков необходимы способы быстрейшей ее
переработки. На современном этапе развития техники проблема может быть решена с
помощью ЭВМ. Стандарты ЕСТПП предусматривают приведение всей информации,
используемой при технологическом проектировании, к единому виду формального
представления, что создает объективные предпосылки использования ЭВМ для ее
переработки.
В истории развития автоматизации
технологической подготовки производства можно выделить три этапа. Первый этап
(период зарождения) длился с конца пятидесятых годов до 1966 г. На этом этапе с
помощью ЭВМ решали частные задачи технологической подготовки, в основном
расчетного характера, хотя формулировались и делались попытки решения с помощью
ЭВМ нерасчетных задач проектирования.
Второй этап (1967—1970 гг.)
характеризуется бурным ростом числа организаций, занимающихся проблемой
автоматизации технологической подготовки производства, и переходом от решения
отдельных задач к созданию систем и подсистем технологического проектирования.
Системный подход к технологическому проектированию позволил выявить перечень
задач, для решения которых целесообразно привлекать ЭВМ, а также принципиальный
состав и структуру автоматизированной системы технологической подготовки
производства.
С начала 70-х годов (третий этап), в
различных министерствах стали создавать отраслевые головные организации по
автоматизации технологической подготовки производства, которые проводят работы
(в рамках отраслевых координационных планов), направленные на создание автоматизированных
систем технологической подготовки, охватывающих широкий круг задач. В этих
задачах определяющее значение принадлежит проектированию технологических
процессов, с которых начинается технологическая подготовка производства по
освоению новых изделий и от точности разработки которых зависят многие
технические и экономические показатели деятельности производства.
2.2
Принципы принятия решения при технологическом проектировании.
Решение задачи технологического
проектирования с помощью ЭВМ представляет собой моделирование деятельности
технолога. Множество частных технологических задач, к последовательному решению
которых сводится деятельность технолога при проектировании технологического процесса,
можно разделить на
две группы. В отдельную группу
выделяют задачи, которые называются
расчетными. К ним относятся задачи по определению припусков на механическую
обработку, операционных технологических размеров, режимов резания. Решение таких задач сводится к выполнению расчетов по формулам, т.е. решение
их достаточно формализовано. Для них нетрудно составить формальный алгоритм,
позволяющий решать эти задачи с использованием ЭВМ. Формализованные технологические задачи
являются первыми, для которых были созданы методы решения на ЭВМ, реализованные
на промышленном уровне. Однако доля таких задач при технологическом
проектировании мала. Большую часть составляют задачи, которые условно называются
нерасчетными (выбор методов
обработки, типа оборудования, вида
инструмента, назначение схемы базирования,
способа установки детали, формирование состава технологических операций,
определение последовательности операции, выбор вида заготовки, определение последовательности
переходов в операции и т. д.). Для этих задач пока нет формальных методов решения,
т. е. не установлены функциональные соотношения или алгоритмы, позволяющие
формально, без привлечения интуиции и опыта технолога, решать их для заданного набора исходных данных.
Каким же образом технолог принимает
решение в каждом из перечисленных случаев? Рассмотрим в качестве примера задачу
о выборе метода обработки. Пусть в детали нужно обработать отверстие заданных
размеров. Для решения
рассматриваемой задачи технолог применит известные апробированные
методы. В технологии машиностроения известно несколько проверенных на практике
методов обработки отверстий: черновые — сверление, рассверливание,
зенкерование, растачивание; чистовые — развертывание, растачивание,
протягивание, шлифование, хонингование. Следовательно, имеется конечный набор
известных методов обработки (типовых решений), и задача технолога состоит в
обоснованном выборе одного из них, т. е. работа технолога сводится к принятию
одного из типовых решений рассматриваемой технологической задачи.
Каждый из методов обработки (типовое
решение) имеет свою область рационального применения, которая определяется
комплексом условий как технологического, так и организационно-экономического
характера. При отсутствии отверстия в заготовке первым черновым переходом назначают
сверление. Если окончательные размеры отверстия велики, сначала сверлят
отверстие меньшего диаметра, а затем его рассверливают. В крупносерийном и
массовом производствах применяют более точные методы получения заготовок,
поэтому в заготовке отверстие, как правило, уже имеется. Тогда в качестве
чернового перехода можно использовать более производительный метод обработки —
зенкерование. Однако зенкеры изготовляют в основном диаметром до 150 мм. При
больших диаметрах отверстий необходимо назначать растачивание. Аналогичная ситуация
наблюдается и для чистовых методов обработки отверстий. Отверстия, изготовляемые
по 7-му квалитету, развертывают. Н стандартные развертки имеют диаметр до 80
мм, поэтому для получения отверстий большого диаметра применяют чистовое растачивание.
В серийном и крупносерийном производствах очень часто назначают протягивание.
Для получения точного отверстия назначают шлифование. Для обеспечения малых параметров
шероховатости и высоких показателей механических свойств поверхностного слоя
применяют хонингование.
Таким образом, основной принцип
действий технолога при решении рассматриваемой задачи состоит в обоснованном
выборе (принятии) типового решения. Аналогичен методологический подход и к
решению других технологических задач нерасчетного характера.
Тема
3. Системный подход и стратегия проектирования
3.1
Принципы применяемые при создании и использовании САПР-ТП.
Системное проектирование
технологических процессов особенно с использованием ЭВМ включает в себя
использование двух основных принципов:
Принцип 1.Применение при
проектировании технологических процессов системного подхода, который
основывается на следующем:
а) технологический процесс нужно
рассматривать, с одной стороны, как просто перечень отдельных его элементов
(операций, переходов и т.д.), а с другой стороны, как совокупность
взаимосвязанных и взаимообусловленных элементов. Т.е. необходимо говорить о
структуре технологического процесса.
Структура технологического процесса –
это множество его элементов и множество связей между ними.
б) процесс проектирования
технологического процесса – это, с одной стороны, просто перечень отдельных его
этапов (выбор заготовки, определение маршрута обработки детали и т.д.), а с
другой стороны, совокупность взаимосвязанных и взаимообусловленных этапов;
в) рациональное разбиение процесса
проектирования на части. Проектирование технологического процесса – сложная
задача. Общепринятый подход к решению сложных задач – разбиение их на простые
задачи и их решение во взаимосвязи друг с другом. «Простые» задачи при проектировании
технологического процесса: выбор типа заготовки, расчет режимов резания и т.д.;
г) принятие оптимальных решений.
Принцип 2. Использование при
проектировании технологических процессов рационального сочетания традиционных
(иногда «ручных») методов проектирования и достижений теории множеств, теории
графов, теории оптимизации и других современных системных наук, ориентированных
на использование ЭВМ.
Применение принципов системного
проектирования позволяет систематизировать знания в любой области, «навести в
ней порядок».
3.2
Стратегия проектирования технологических процессов
Стратегия проектирования
технологического процесса определяет методику его проектирования. Правильный
выбор стратегии проектирования чрезвычайно важен (особенно в САПР). Это определяет
эффективность САПР. Ниже приведены некоторые стратегии проектирования технологических
процессов (рис.1-3).
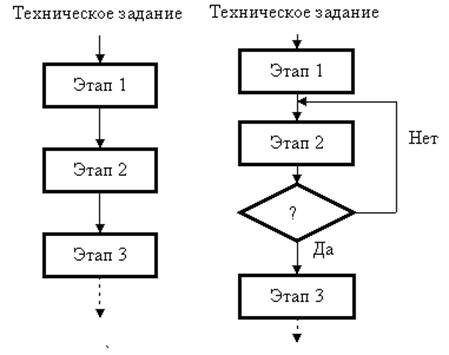
Рисунок 1 – Линейная и циклическая
стратегии проектирования.
В идеале необходимо стремиться к
выбору или разработке линейной стратегии проектирования. Она является идеальной
особенно при проектировании с использованием ЭВМ. Эта стратегия имеет
минимальную трудоемкость, максимальную надежность.
Циклическая стратегия (схема с
петлями) характерна для многих программ ЭВМ и носит название итерационного
процесса. Другими словами это процесс последовательного приближения к цели
путем улучшения разрабатываемых вариантов.
Наличие параллельных этапов в
разветвленной стратегии очень выгодно. Это позволяет сократить сроки
проектирования.
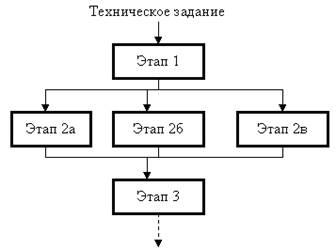
Рисунок 2 – Разветвленная стратегия
проектирования
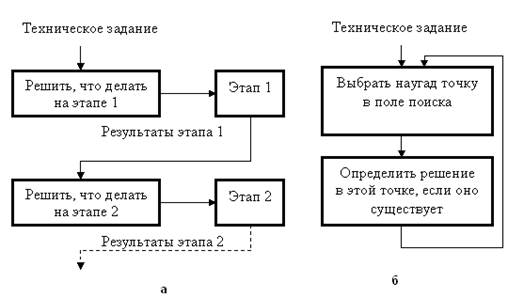
Рисунок 3 – Адаптивная (а) и
стратегия случайного (б) поиска
В адаптивных стратегиях
проектирования с самого начала определяется только первое действие. В
дальнейшем выбор каждого последующего действия зависит от результатов
предыдущего. В принципе это самая разумная стратегия, т.к. схема поиска
определяется на основе наиболее полной информации. Эта стратегия используется
при создании систем искусственного интеллекта.
Стратегия случайного поиска
отличается абсолютным отсутствием плана. Она используется в новаторском
проектировании, например, при разработке новых технологических процессов.
Необходимо добиваться максимальной
линеаризации процесса проектирования с включением параллельных этапов, а
цикличность стараться исключать, особенно на верхних уровнях проектирования. К
сожалению, из-за недостаточной информации часто не удается задать линейную стратегию,
которая особенно целесообразна в САПР.
3.3
Математические модели технологического процесса
В настоящее время математические
модели оптимизируемых процессов в основном строятся на базе специальных
экспериментальных исследований. Ограничения в этих моделях представляют собой
уравнения регрессии. Состав ограничений часто устанавливают субъективно, а вид
функциональных связей (уравнений регрессии) вследствие эмпирического характера
исследований очень приближенный и справедлив только в границах данного
эксперимента. Это не позволяет вскрыть физическую природу ограничений, учесть
их взаимовлияние и тем более прогнозировать изменения процесса обработки в
зависимости от свойств обрабатываемого материала и инструмента. Лишь теория
процесса, построенная на основополагающих гипотезах с применением
фундаментальных законов естественных наук (механики, теплофизики, химии и т.
д.), позволит построить объективную модель процесса, учитывающую весь комплекс
взаимосвязей ее параметров.
Для всей проблемы проектирования
оптимального технологического процесса разработка моделей, описывающих
важнейшие стороны процессов механической обработки (производительность и
точность, качество поверхностных слоев, шероховатость обработанной поверхности
и т. д.), является важной научной и практической задачей.
Аналитические модели сил резания. Для
получения максимальной производительности процесса обработки (и снижения
основного времени) обычно увеличивают два фактора: объем деформируемого и разрушаемого
при обработке материала детали, т. е. глубину резания и подачу; относительные
скорости перемещения инструмента и детали, т. е. скорость резания.
Рост первого фактора увеличивает
составляющие силы резания, второго — изнашивание инструмента. Очень много
практических причин ограничивает увеличение сил резания (копирование
погрешностей заготовки, прочность и жесткость инструмента, детали,
приспособления, элементов станка, увеличение вибрации технологической системы,
недостаточная мощность привода станка, нагрев инструмента и т. д.).
Процесс резания как механическое
явление, связанное с силовым воздействием инструмента на деталь и их взаимным
перемещением, подчиняется классическому закону механики о равенстве работ
активных и реактивных сил (баланс работ).
В САПР технологических процессов
находят применение структурно – логические и функциональные математические
модели.
Структурно – логические
математические модели подразделяются на табличные, сетевые и перестановочные.
3.4
Табличная модель технологического процесса
Табличная модель описывает одну конкретную
структуру технологического процесса. В табличной модели каждому набору условий
соответствует единственный вариант проектируемого технологического процесса.
Поэтому табличные модели используют для поиска типовых проектных решений.
Пример. При обработке группы деталей ![]() на прутковом
токарном автомате последовательность обработки их поверхностей устанавливается
с помощью табличных моделей. Каждая деталь (рис. 4) имеет поверхности с
определенными свойствами
на прутковом
токарном автомате последовательность обработки их поверхностей устанавливается
с помощью табличных моделей. Каждая деталь (рис. 4) имеет поверхности с
определенными свойствами ![]() :
:
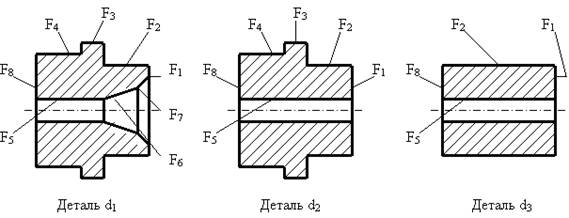
Рисунок 4 – Эскиз деталей для обработки на прутковом
токарном автомате
![]()
![]()
![]()
![]()
Для представления данных об обработке
деталей на данной операции на языке, понятном компьютеру, удобном для
программирования, представленная выше информация может быть удобно описана в
виде двух таблиц, которые легко превращаются в массивы.
Связи между свойствами поверхностей
деталей и операторами (технологическими переходами) отобразим в таблице 1.
Таблица 1 – Таблица связи
поверхностей с переходами
В этой таблице, как и в последующей, логическая
единица обозначает наличие связи, а нуль – отсутствие таковой.
Составим таблицу 2, в которой отразим связи между совокупностями
свойств деталей и операторами (технологическими переходами)
Таблица 2 – Связи между деталями и
переходами
3.5
Сетевая модель технологического процесса
Сетевая модель описывает множество
структур технологического процесса, отличающихся количеством и (или) составом
элементов структуры при неизменном отношении порядка.
Структура элементов сетевой модели
описывается ориентированным графом, не имеющим ориентированных циклов. В модели
может содержаться несколько вариантов проектируемого технологического процесса,
однако во всех вариантах порядок элементов одинаков.
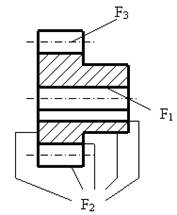
Рисунок 5 – Эскиз детали «Зубчатое
колесо
Рассмотрим сетевую модель
технологического проектирования маршрута обработки детали «Зубчатое колесо»,
эскиз которой представлен на рис.5.
Первоначально рассмотрим граф
взаимосвязи операторов (технологических операций) по возможной
последовательности их выполнения изображенный на рисунке 6.
Рисунок 6. Граф взаимосвязи
операторов (технологических
операций) по возможной последовательности их выполнения
Кроме данного графа сетевая модель
включает в себя таблицу связей свойств поверхностей детали и операторов
технологического процесса (в этом примере – технологических операций) – табл.3.
Таблица 3 - Связи между свойствами
поверхностей детали и операторами технологического процесса
3.6
Перестановочная модель технологического процесса
Перестановочная модель описывает
множество структур технологического процесса, отличающихся количеством и (или)
составом элементов структуры при изменении отношения порядка.
Отношения порядка в этих моделях
задаются с помощью графа, содержащего ориентированные циклы.
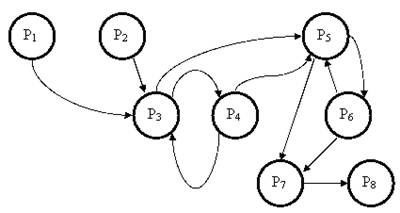
Рисунок 7 – Граф расцеховки
На рисунке 7 обозначены через P1, P2,…,
P8 цеха различного назначени:.
P1 – литейный;
P2 – кузнечный;
P3 – механический;
P4 – термический;
P5 – механосборочный;
P6 - общей сборки;
P7 – испытательный;
P8 – упаковочный.
Сетевые и перестановочные модели
используют для получения типовых, групповых и индивидуальных технологических
процессов. Наличие в них вариантов позволяет производить оптимизацию технологических
процессов.
Характерным примерами функциональных
моделей являются математические модели, используемые при расчете и оптимизации
режимов резания.
Тема
4. Автоматизация проектирования технологических процессов
4.1
Принципы автоматизации процесса принятия решения.
Технологическое проектирование есть
последовательный процесс принятий решений по отдельным частным технологическим
задачам. Причем по каждой задаче, за исключением задач расчетного характера,
решение принимают в результате выбора из известных типовых решений с учетом
комплекса условий. Такое представление процесса технологического проектирования
указывает путь для формализации самого процесса принятия решений. Для этого
достаточно описать каким-либо образом весь набор типовых решений, а также
условий, при которых может быть применено каждое из них. Тогда процесс выбора
сведется к проверке соответствия исходных данных условиям применимости типовых
решений; при выполнении всех условий комплекса принимают соответствующее
типовое решение.
Рассмотрим задачу назначения станка
на операцию зубо-шевингования. В соответствии со сформулированным выше
принципом решения нерасчетных задач в первую очередь необходимо выявить множество
типовых решений (МТР). Допустим, на предприятии имеются зубошевинговальные
станки трех моделей, они и составят это множество: МТР = {5А702Г; 5703В;
5717С}.
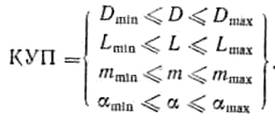
Сформируем комплекс условий
применимости выявленных типовых решений. Естественными условиями применимости в
данном случае являются размещаемость детали в рабочей зоне станка и возможность
обработки ее на станке данной модели. Первая группа условий регламентирует габаритные
размеры детали (диаметр шестерни D и длину L), которые должны находиться в пределах допустимых рабочей
зоной станка. Вторая группа условий определяет диапазоны допустимого изменения
таких параметров, как модуль и угол наклона зуба. Математически все
перечисленные условия выбора модели зубошевинговального Станка можно описать в
виде двойных неравенств. Следовательно, комплекс условий применимости (КУП) в
рассматриваемой задаче может быть представлен в виде системы из известных
типовых реше-
ний с учетом комплекса условий. Такое представление
процесса технологического проектирования указывает путь для формализации самого
процесса принятия решений. Для этого достаточно описать каким-либо образом весь
набор типовых решений, а также условий, при которых может быть применено каждое
из них. Тогда процесс выбора сведется к проверке соответствия исходных данных
условиям применимости типовых решений; при выполнении всех условий комплекса
принимают соответствующее типовое решение.
Совокупность параметров,
регламентированных комплексом условий применимости, будем называть комплексом
параметров применимости; в данном случае КПП = {D, L, m, a}.
Комплекс параметров применимости
является главным определяющим объектом при алгоритмизации задачи нерасчетного
характера. Именно он определяет полноту учета всех влияющих факторов, в соответствии
с ним формируются исходные данные задачи, характеристики типовых решений.
Далее для решения задачи нужно
выявить допустимые для каждого типового решения диапазоны параметров
применимости. Соответствующие характеристики зубошевинговальных станков
приведены в таблице 4.
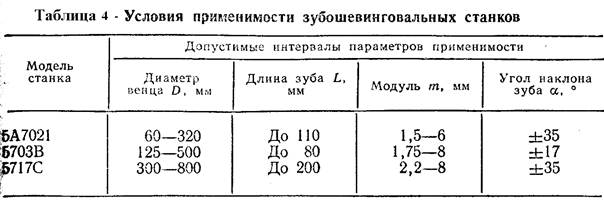
В соответствии с комплексом условий
применимости для заданного набора исходных данных (параметров детали) из трех
имеющихся принимается то решение, которое удовлетворяет неравенствам КУП.
![]()
Процедуру проверки этих условий можно
описать с помощью алгоритма (рис. 8). На основе этого алгоритма может быть
составлена программа, позволяющая для любого набора исходных данных выбрать соответствующее
типовое решение (модель станка для зубошевинговальной операции). В этом
алгоритме заложен принцип предпочтительности применения станков малых размеров.
Например, набору исходных данных {300; 80; 1,75; 35} соответствует решение 1
(станок 5А702Г); набору исходных данных {320; 150; 3; 10} решение 3 (станок
5717С).
Рассмотренный комплекс условий
применимости имеет простейшую структуру — совокупность независимых неравенств.
Условия применимости могут быть описаны любыми соотношениями параметров (не
только неравенствами), а сами параметры применимости могут оказаться взаимозависимыми.
В этом случае условия применимости будут иметь более сложный вид.
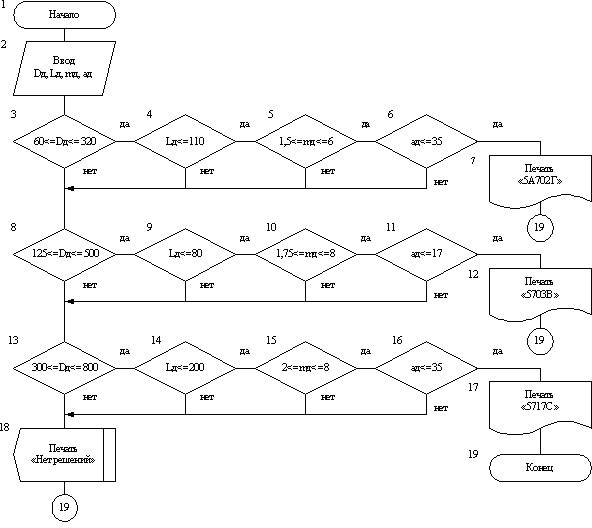
Рисунок 8 – Алгоритм выбора модели
станка
4.2
Основные методы автоматизированного технологического проектирования
Типовые решения являются основой
технологического проектирования при использовании ЭВМ. По уровню решаемых задач
типовые решения подразделяют на две группы: локальные и полные. Локальные типовые
решения относят к частным технологическим задачам, определяющим лишь некоторую
часть (элемент) проектируемого технологического процесса, например назначение
станка на выполнение операции. Типовые решения в данном случае (модели станка)
являются локальными. Ниже приведены примеры множеств локальных типовых решений.
Рисунок 9 – Множества локальных
типовых решений.
где МЛТР1 — множество технологических
переходов, здесь типовые решения ЛТР1, ЛТР2, ... — технологические переходы; МЛТР2
— множество режущих инструментов, где типовые решения ЛТР1, ЛТР2, ... — виды
режущих инструментов.
Полные типовые решения охватывают весь круг решаемых
задач. Примером полного типового решения является типовой технологический процесс.
Множество типовых решений этой группы — это множество типовых технологических
процессов МПТР1, где каждое типовое решение есть технологический процесс
изготовления деталей определенного типа:

Типовые решения различают также по
своей структуре. ПТР11, ПТР12 - это типовые решения с простейшей структурой
(одноэлементные). Каждое типовое решение здесь является единицей
проектирования, единым неизменным элементом, который может быть принят или не
принят целиком. Никакие преобразования таких типовых решений не предусматриваются.
Более сложную структуру имеют типовые решения МТРЗ. Эти решения
многоэлементные, т. е. каждое состоит из совокупности элементов, которые в процессе
проектирования могут быть рассмотрены отдельно. Элементы этих типовых решений
(маршрутных технологических процессов) - технологические операции. Для каждой
операции необходимо назначить станок, произвести нормирование, т. е.
рассмотреть в дальнейшем отдельно элементы этого типового решения.
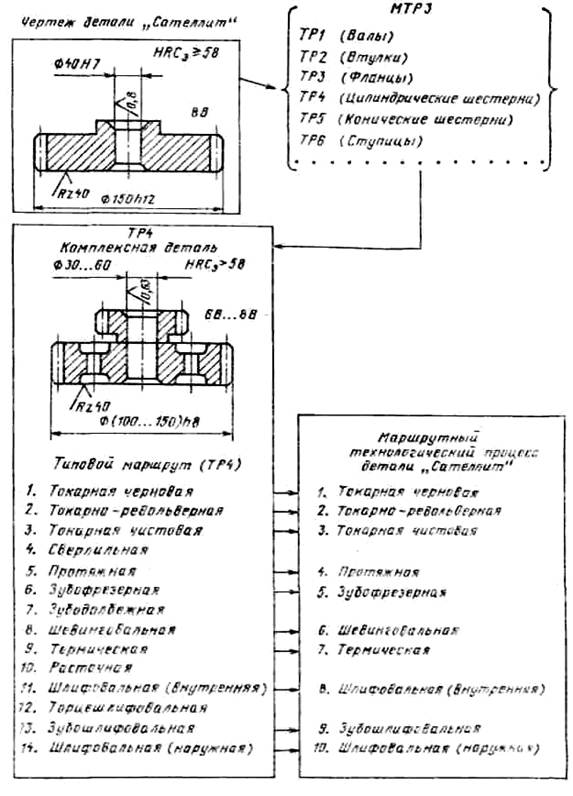
Рисунок 9 – Схема проектирования
маршрута обработки.
В зависимости от структуры типового
решения различают и процедуры работы с ними. Для одноэлементных типовых решений
организуется алгоритм их выбора (см. рис. 8). Принятое по этому алгоритму
решение непосредственно заносят в результирующий документ или в неизменном виде
используют в других задачах.
Для многоэлементных типовых решений
также создается алгоритм выбора, но итогом выполнения алгоритма является не
искомое решение, а его структура, т. е. набор необходимых элементов. Для
формирования искомого решения необходим еще один алгоритм— анализа типового решения.
Рассмотрим этот алгоритм на примере полного многоэлементного типового решения,
каким является типовой технологический процесс. Сначала по алгоритму, аналогичному
рассмотренному выше, исходя из типа детали, выбирают соответствующий типовой
технологический процесс (рис. 9).
Типовой технологический процесс как
объект теории автоматизированного технологического проектирования — это
упорядоченный (по последовательности выполнения) набор описаний технологических
операций, достаточный для изготовления группы деталей с общими конструктивными
и технологическими признаками. Для формирования из него технологического
процесса изготовления конкретной детали необходимо организовать второй
алгоритм, в результате которого останутся лишь те операции, которые необходимы
для изготовления данной детали. Такой метод проектирования, основанный на
полных многоэлементных типовых решениях, называют методом анализа или адресации.
Альтернативным подходом к
автоматизации технологического проектирования является метод синтеза. Основу
этого метода составляют локальные типовые решения. Решение общей задачи,
например проектирование технологического процесса, в этом случае формируется
(синтезируется) из решений частных задач, определяющих элементы
технологического процесса. Локальные типовые решения могут быть
многоэлементными, например множество планов обработки МТР2 поверхностей.
Поскольку локальные типовые решения
обладают большей универсальностью, при применении метода синтеза можно учесть
индивидуальные особенности детали. Для технологических процессов, разработанных
с помощью системы автоматизированного проектирования на базе метода синтеза,
применимо название единичных. В настоящее время в системах используют также
различные компромиссные методы, включающие элементы анализа и синтеза.
4.3
Задачи САПР ТР
Привлечение ЭВМ для решения
технологических задач обусловливает необходимость в постановке и решении
дополнительных задач. Рассмотрим основные задачи, решение которых необходимо
для осуществления автоматизированного
проектирования технологических процессов, т. е. для создания САПР
технологических процессов (САПР ТП). Основу задания на проектирование
технологического процесса составляют сведения о детали, которые при
неавтоматизированном проектировании задаются в виде чертежа с множеством
специальных обозначений и перечня технических требований, изложенных в виде
описания (текста). Эту информацию при автоматизированном проектировании необходимо
ввести в ЭВМ. Как правило, предусмотрена возможность ввода лишь
буквенно-цифровой информации. К такому виду необходимо привести всю информацию
о детали: описание ее конфигурации, размерных связей, технических требований.
Следовательно, нужно разработать буквенно-цифровую модель, позволяющую с
помощью системы формальных правил описать информацию о детали.
Неотъемлемой частью исходной
информации являются также сведения о парке металлообрабатывающего оборудования
на предприятии, технических характеристиках станков, режущем, вспомогательном и
измерительном инструментах, станочных приспособлениях, заготовительном
производстве, ГОСТах, нормалях, всех необходимых руководящих и нормативных
материалах. При автоматизированном проектировании необходимо организовать
информационно-справочную службу, которая могла бы обеспечить процесс
проектирования необходимой справочной информацией. При этом нужно не только
организовать формализованное описание и ввод этой информации в ЭВМ, но и
разработать методы поиска необходимой информации в памяти машины, а также ее вывод
в нужном виде.
Процесс автоматизированного
проектирования базируется на множествах типовых решений и алгоритмах их выбора.
Их также нужно описать формальным образом, организовать ввод, размещение в
памяти ЭВМ и предусмотреть возможность оперативной работы с ними.
Результатом работы ЭВМ должна
являться распечатка технологических карт или другой документации, поэтому нужны
программы вывода результатов проектирования в виде, удобном для технологов и рабочих.
Таким образом, для организации
автоматизированного проектирования технологических процессов необходимо:
а) разработать совокупность типовых
решений и алгоритмов их выбора применительно к условиям производства, где
система проектирования будет эксплуатироваться;
б) разработать метод формализованного
описания исходной технологической информации;
в) организовать
информационно-поисковую службу;
г) разработать формы и правила печати
результатов проектирования.
Проектирование технологической
подготовки производства представляет собой процесс переработки информации самой
разнообразной формы и содержания. Информацию, перерабатываемую в САПР, делят на
условно-постоянную и переменную. Условно-постоянная информация остается
неизменной при решении множества задач одного класса в неизменных условиях
производства. Она меняется лишь при переходе к задачам другого класса или при
изменении производственных условий. К условно-постоянной информации относятся
ГОСТы, нормали, стандартные программы, таблицы коэффициентов, сведения об
установленном оборудовании, наличии на складах материалов и т. п.
Переменной называют информацию,
меняющуюся при решении каждой задачи, например данные о детали, которые после
проектирования технологии ее обработки изымают из САПР.
4.4
Классификация САПР в компьютерно-интегрированном
производстве
Одними из важнейших функций инженера
являются проектирование изделий и технологических процессов их изготовления. В
связи с этим САПР принято делить по крайней мере на два основных вида:
САПР изделий (САПР И);
САПР технологических процессов (САПР
ТП) их изготовления.
Ввиду того, что на Западе сложилась
своя терминология в области автоматизированного проектирования и она часто
используется в публикациях, будем рассматривать и «западные» и отечественные
термины.
САПР изделий. На Западе эти системы
называют CAD (Computer Aided Design), по – существу термин «CAD» можно
перевести как «проектирование с помощью компьютера». Эти системы выполняют объемное
и плоское геометрическое моделирование, инженерные расчеты и анализ, оценку
проектных решений, изготовление чертежей.
Научно – исследовательский этап САПР
иногда выделяют в самостоятельную автоматизированную систему научных
исследований (АСНИ) или, используя западную терминологию, автоматизированную
систему инжиниринга – CAE (Computer Aided Engineering).
САПР технологии изготовления. В
России эти системы принято называть САПР ТП или АС ТППП (автоматизированные
системы технологической подготовки производства). На Западе их называют CAPP
(Computer Automated Process Planning). Automated – автоматический, Process – процесс,
Planning – планировать, планирование, составление плана. С помощью этих систем
разрабатывают технологические процессы и оформляют их в виде маршрутных,
операционных, маршрутно – операционных карт, проектируют технологическую
оснастку, разрабатывают управляющие программы (УП) для станков с ЧПУ.
Более конкретное описание технологии
обработки на оборудовании с УЧПУ (в виде кадров управляющей программы) вводится
в автоматизированную систему управления производственным оборудованием (АСУПР),
которую на Западе принято называть CAM (Computer Aided Manufacturing).
Manufacturing – производство, изготовление. Техническими средствами,
реализующими данную систему, могут быть системы ЧПУ станков, компьютеры, управляющие
автоматизированными станочными системами.
Помимо этого различают: систему
производственного планирования и управления PPS (Produktionsplaungs system),
что соответствует отечественному термину АСУП (автоматизированная система
управления производством), а также систему управления качеством CAQ (Computer
Aided Qulity Control). Qulity – качество, Control – управление.
Самостоятельное использование систем
CAD, CAM дает экономический эффект. Но он может быть существенно увеличен их
интеграцией посредством CAPP. Такая интегрированная система CAD/CAM на информационном
уровне поддерживается единой базой данных. В ней хранится информация о
структуре и геометрии изделия (как результат проектирования в системе CAD), о
технологии изготовления (как результат работы системы CAPP) и управляющие
программы для оборудования с ЧПУ (как исходная информация для обработки в
системе CAM на оборудовании с ЧПУ) – рис.10.
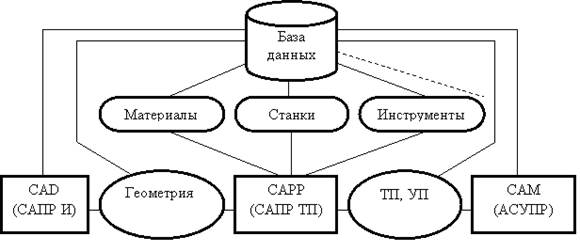
Рисунок 10 – Элементы интегрированной
системы САПР.
В настоящее время основной тенденцией
в достижении высокой конкурентоспособности западных и российских предприятий
является переход от отдельных замкнутых САПР и их частичного объединения к полной
интеграции технической и организационной сфер производства. Такая интеграция
связывается с внедрением модели компьютерно – интегрированного производства
(КИП).
Внедрение компьютерно –
интегрированного производства значительно сокращает общее время прохождения
заказов за счет:
- уменьшения времени передачи заказов
с одного участка на другой и уменьшения времени простоя при ожидании заказов;
- перехода от последовательной к
параллельной обработке;
- устранения или существенного
ограничения повторяемых ручных операций подготовки и передачи данных (например,
машинное изображение геометрических данных можно использовать во всех отделах,
связанных с конструированием изделий).
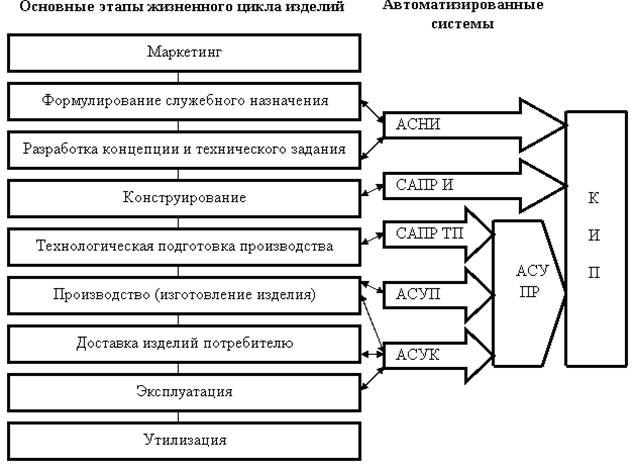
Рисунок 11 – Схема взаимодействия
КИП.
Тема
5. Состав и структура САПР ТП. Виды обеспечения
5.1
Состав и структура САПР
В
нашей стране действует ГОСТ «Проектирование автоматизированное». Термины
и определения, установленные данным ГОСТом, обязательны
для применения в документации всех видов. Основные из них:
- неавтоматизированное проектирование -
проектирование, осуществляемое
человеком;
- автоматизированное проектирование -
проектирование, при котором отдельные этапы или задачи осуществляются
взаимодействием человека и ЭВМ.
По ГОСТу система автоматизированного
проектирования (САПР) — это комплекс средств автоматизации проектирования,
взаимосвязанных с необходимыми подразделениями проектной организации и
коллективом специалистов (пользователей системы), выполняющий автоматизированное
проектирование. Это определение подчеркивает наличие взаимосвязи между
комплексом средств автоматизации и пользователями этих средств. Подобные связи
должны замыкаться не только на пользователей системы, но и на
организационно-административные, планово-экономические, проектные и производственные
подразделения предприятия. Эффективное использование САПР возможно лишь при
системном внедрении автоматизированного проектирования в рамках единой
технической политики предприятий и отраслей.
ГОСТ устанавливает состав и основные
принципы создания САПР. Частями САПР являются подсистемы. Основное свойство
САПР как системы проектирования состоит в том, что она обеспечивает получение законченных
проектных решений и соответствующих этим решениям проектных документов. Для
обеспечения такого свойства САПР должна состоять из компонентов, выполняющих
определенную функцию в подсистеме:
- техническое обеспечение — устройства
вычислительной и организационной техники, средства передачи данных,
измерительные и другие устройства или их сочетания, необходимые для выполнения
автоматизированного проектирования;
- математическое обеспечение —
совокупность математических методов, моделей и алгоритмов проектирования,
необходимых для выполнения проектирования;
- программное обеспечение — документы
с текстами программ, программы на машинных носителях и инструктивные документы
для использования программ;
- информационное обеспечение —
документы, содержащие описания типовых проектных решений, справочной
информации, представленных в требуемой форме;
- лингвистическое обеспечение —
совокупность языков описания исходных данных и заданий на проектирование,
результатов проектирования, в том числе и промежуточных результатов,
представленных в удобных для понимания и практического применения формах;
- методическое обеспечение —
документы, в которых отражены состав и правила отбора и эксплуатации средств
(технических, математических, программных и прочих) обеспечения
автоматизированного проектирования;
- организационное обеспечение —
совокупность документов,* устанавливающих состав и структуру проектных
подразделений, пользующихся автоматизацией в проектировании, а также формы
представления результатов проектирования, порядок передачи их в производство и
в архив и другие взаимоотношения между службами производства, имеющими отношение
к сопровождению и эксплуатации САПР и к документообороту результатов автоматизированного
проектирования.
В соответствии с ГОСТ подсистемы САПР
по назначению делят на два вида: проектирующие, выполняющие проектные процедуры
и операции; обслуживающие, предназначенные для поддержания работоспособности
проектирующих подсистем.
Проектирующие подсистемы в зависимости
от их отношения к объекту проектирования подразделяют на объектные и
инвариантные. Объектные подсистемы выполняют проектные процедуры и операции,
характер которых определяется объектом проектирования в качестве примеров объектных проектирующих
подсистем можно назвать подсистемы проектирования типовых технологических
процессов, автоматных операций, специальной технологической оснастки, сложного
и фасонного режущего инструмента, подготовки управляющих программ для станков с
ЧПУ и т.д.
Инвариантные подсистемы выполняют
унифицированные проектные процедуры и операции. К таким отнесены подсистемы
документирования проектных решений, ввода и корректировки исходных данных.
Выделение таких подсистем целесообразно для САПР среднего и высокого уровней. Для САПР низкого уровня операции ввода
исходных данных и документирования являются, как правило, встроенными в
объектные пакеты прикладных программ (ППП).
Из обслуживающих подсистем следует
отметить подсистемы информационного поиска.
Для объединения подсистем в системно
связанные комплексы автоматизированного
проектирования используют методы их аппаратного, программного,
информационного и лингвистического
согласования. При выполнении такого согласования широко используют
интерфейс. Одним из основных элементов интерфейса является совокупность правил
обмена информацией, которые
необходимо соблюдать для взаимодействия двух или более объектов, процессов.
Если между какими-либо подсистемами
САПР отсутствует программная связь, то функцию интерфейса между этими
подсистемами выполняет человек. Это, например, имеет место при. кодировании чертежей деталей с целью
последующего автоматизированного проектирования процессов их изготовления. В
этом случае говорят, что интерфейсную
связь конструкторского и технологического этапов проектирования выполняет
человек.
5.2
Формализация описания технологической информации на базе классификации.
Проектирование на базе типовых
технологических процессов с применением средств вычислительной техники
осуществляют с использованием конструкторско-технологической классификации. С
целью создания единой системы конструкторско-технологической классификации
деталей разработаны «Общесоюзный классификатор промышленной и сельскохозяйственной
продукции» и «Технологический
классификатор деталей машиностроения и приборостроения». Процесс кодирования
деталей заключается в присвоении детали цифрового кода классификационной характеристики
ее конструктивных признаков по высшим классификационным группировкам ОКП, затем
дополнение его буквенно-цифровыми кодами основных технологических признаков.
Структура конструкторско-технологического кода состоит из 14 знаков: ХХХХ —
индекс предприятия-разработчика (X —обозначение знака); XXХХХХ— высшая классификационная
группировка ОКП; ХХХХ — регистрационный номер.
Высшая классификационная группировка
ОКП построена по иерархическому принципу: XX — класс; Х — подкласс; X — группа;
X — подгруппа; X — вид.
Для однозначного выбора
соответствующего типового технологического процесса одних конструктивных
признаков недостаточно. Необходимы, например, еще сведения о габаритных
размерах детали, ее материале. Для этого нужно воспользоваться соответствующими
кодами, предусмотренными в «Технологическом классификаторе деталей машиностроения
и приборостроения». Для этого используют дополнительный технологический код,
описывающий шесть признаков: XX — вид исходной заготовки; XX — степень
точности; X — параметр шероховатости; X — характеристика элементов зубчатого
зацепления; X — характеристика термической обработки; X — характеристика массы.
Для формирования дополнительного технологического кода в технологическом классификаторе
содержатся специальные кодировочные таблицы.
Таким образом, на базе единой
классификации формируют конструкторско-технологический код детали. Этот код
объединяют в одну группу родственные детали, которые могут быть обработаны по
близким технологическим процессам. Поэтому сформированный код детали может
служить ключом для поиска типового
технологического процесса.
5.3
Техническое и лингвистическое обеспечение
Техническое обеспечение САПР — это
комплекс средств вычислительной техники, осуществляющих работу всех
обеспечивающих и проектирующих подсистем САПР. В этот комплекс входят
собственно ЭВМ и развитый набор периферийных устройств: устройства ввода и
вывода. Выпускают специализированные комплексы средств вычислительной техники,
ориентированные на решение определенных задач САПР. Их называют автоматизированным
рабочим местом (АРМ).
Одной из основных задач, решение
которых необходимо для осуществления автоматизированного
проектирования, является формализация технологической информации как
переменной, так и условно-постоянной, т.
е. представление ее с помощью набора формальных правил, позволяющих всю
информацию записать на языке вводных устройств ЭВМ.
Проектирование технологических
процессов изготовления деталей характеризуется большим объемом исходных данных и решений. В связи с этим от
рациональности и простоты описаниям исходной технологической информации в
значительной степени зависит время подготовки данных, объем памяти ЭВМ,
занимаемый исходной технологической информацией, сложность алгоритмов и
программ проектирования, а также время решения задачи. Система описания должна
обеспечивать также полноту данных, необходимых
для автоматизированного проектирования.
Если условно-постоянная информация
(справочно-нормативная, типовые решения, алгоритмы выбора решений)
достаточно легко преобразуется к
формализованному виду (справочные таблицы, таблицы решений, таблицы
соответствий), то для переменной информации эта задача значительно сложнее.
Сведения о детали имеют геометрическое представление, наборы чисел,
символов и текстовое описание. Система
описания должна всю эту разнохарактерную информацию представить в едином
буквенно-цифровом виде.
В вопросе формализации описания
технологической информации можно выделить два принципиальных методических
подхода: разработка комплекса кодировочных ведомостей и использование
специального формализованного языка.
При проектировании на базе типовых
технологических процессов сначала необходимо найти соответствующий типовой
технологический процесс. Для этого вместо чертежа детали достаточно указания, к
какому типу она относится. Это можно сделать с помощью классификации деталей и
задания классификационных признаков типа. Таким образом, можно описать самую
трудную часть сведений о детали (ее геометрию). Сведения о размерах и других
требованиях можно описать с помощью специальных кодировочных таблиц,
разрабатываемых для каждого типа деталей или группы типов.
При синтезе технологического
процесса, когда задачи технологического проектирования решают, исходя из
конкретной геометрии детали, ее индивидуальных особенностей, необходимо
описание каждой поверхности детали, всех подробностей ее формы. Поэтому в
системах проектирования единичных технологических процессов для описания исходных
данных используют формализованные проблемно ориентированные языки, обладающие
большей инвариантностью относительно вида детали и поэтому более универсальные.
5.4
Автоматизированные рабочие места (АРМ)
Автоматизированное рабочее место
(АРМ) — комплекс средств вычислительной техники и программного обеспечения,
располагающийся, непосредственно на рабочем месте сотрудника и предназначенный
для автоматизации его работы в рамках специальности.
Автоматизированные рабочие места
должны создаваться строго в соответствии с их предполагаемым функциональным
назначением. Однако общие принципы создания АРМ остаются неизменными, к ним относят:
— системность;
— гибкость;
— устойчивость;
— эффективность.
Под принципом системности понимается
следующее: автоматизированное рабочее место должно представлять собой систему
взаимосвязанных компонентов. При этом структура АРМ должна четко соответствовать
тем функциям, для выполнения которых создается данное автоматизированное
рабочее место.
Принцип гибкости имеет огромное
значение при создании современных и эффективно работающих автоматизированных
рабочих мест. Данный принцип означает возможность приспособления АРМ к
предполагаемой модернизации как программного обеспечения, так и технических
средств. В настоящее время, когда скорость устаревания программных и
технических средств постоянно растет, соблюдение данного принципа становится
одним из важнейших условий при создании АРМ.
Для обеспечения принципа гибкости в
реально работающих автоматизированных рабочих местах все подсистемы отдельно
взятого АРМ выполняются в виде отдельных, легко заменяемых модулей. Чтобы при замене
не возникало проблем несовместимости, все элементы должны быть стандартизированы.
Большое значение имеет принцип
устойчивости. Он заключается в выполнении заложенных в АРМ функций, независимо
от воздействия как внутренних, так и внешних факторов. При возникновении сбоев
работоспособность системы должна быстро восстанавливаться, неполадки отдельных
элементов должны легко устраняться.
Принцип эффективности подразумевает,
что затраты на создание и эксплуатацию системы не должны превышать
экономическую выгоду от ее реализации. Кроме того, при создании АРМ надо
учитывать, что его эффективность будет во многом определяться правильным
распределением функций и нагрузки между работником и машинными средствами обработки
информации, ядром которых является ПЭВМ. Только при соблюдении этих условий АРМ
становится средством повышения не только производительности труда и
эффективности управления, но и социальной комфортности специалистов.
Практический опыт использования АРМ
позволяет выделить следующие требования к эффективно и полноценно
функционирующему автоматизированному рабочему месту:
— своевременное удовлетворение
информационных потребности пользователя;
— минимальное время ответа на запросы
пользователя;
— адаптация к уровню подготовки
пользователя и специфике выполняемых им функций;
— возможность быстрого обучения
пользователя основным приемам работы;
— надежность и простота обслуживания;
— дружественный интерфейс;
—возможность работы в составе
вычислительной сети.
Средства необходимые для эксплуатации
АРМ эксплуатации изображены на рисунке 12
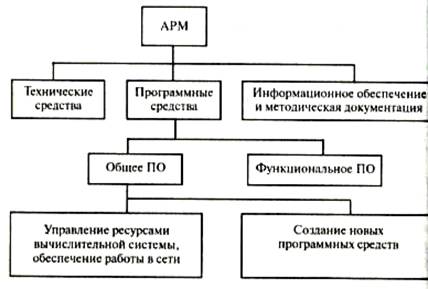
Рисунок 12 – Схема АРМ
5.5
Персональный компьютер как основа АРМ - его основные
подсистемы
Современный персональный компьютер
состоит из нескольких основных блоков или узлов:
системного блока;
монитора;
клавиатуры;
манипулятора «мышь».
Персональный компьютер или основной
аппаратный компонент компьютера состоит из процессора, памяти и устройств
ввода-вывода; при этом каждый компонент представлен одним или несколькими модулями.
Чтобы компьютер мог выполнять свое основное предназначение, состоящее в
выполнении программ, различные компоненты должны иметь возможность
взаимодействовать между собой.
Процессор. Осуществляет контроль за
действиями компьютера, а также выполняет функцию обработки данных. Если в
системе есть только один процессор, он часто называется центральным процессором
(central processing unit — CPU).
Основная память. Здесь хранятся
данные и программы. Как правило, эта память является временной. Часто ее
называют реальной, оперативной или первичной памятью.
Устройства ввода-вывода. Служат для
передачи данных между компьютером и внешним окружением, состоящим из различных
периферийных устройств, в число которых входят вторичная память, коммуникационное
оборудование и терминалы.
Системная шина. Определенные
структуры и механизмы, обеспечивающие взаимодействие между процессором,
основной памятью и устройствами ввода-вывода.
Упрощённая блок-схема, отражающая
основные функциональные компоненты компьютерной системы в их взаимосвязи,
изображена на рисунке 13. Позднее мы познакомимся с этими устройствами
Рисунок 13 – Схема персонального
компьютера
5.6
Запоминающие устройства ЭВМ
Под запоминающими устройствами
компьютера называется совокупность устройств для хранения программ, вводимой
информации, промежуточных результатов и выходных данных. Классификация памяти
представлен на рисунке 14.
Рисунок 14 – Общая классификация
запоминающих устройств
Внутренняя память предназначена для хранения
относительно небольших объемов информации при ее обработке микропроцессором.
Внешняя память предназначена для
длительного хранения больших объемов информации независимо от того включен или
выключен компьютер.
Энергозависимой называется память,
которая стирается при выключении компьютера.
Энергонезависимой называется память,
которая не стирается при выключении компьютера.
К энергонезависимой внутренней памяти
относится постоянное запоминающее устройство (ПЗУ). Содержимое ПЗУ
устанавливается на заводе-изготовителе и в дальнейшем не меняется. Эта память
составлена из микросхем, как правило, небольшого объема. Обычно в ПЗУ записываются
программы, обеспечивающие минимальный базовый набор функций управления
устройствами компьютера. При включении компьютера первоначально управление
передается программе из ПЗУ, которая тестирует компоненты компьютера и
запускает программу-загрузчик операционной системы.
К энергозависимой внутренней памяти
относятся оперативное запоминающее устройство (ОЗУ), видеопамять и кэш-память.
В оперативном запоминающем устройстве в двоичном виде запоминается обрабатываемая
информация, программа ее обработки, промежуточные данные и результаты работы.
ОЗУ обеспечивает режимы записи, считывания и хранения информации, причём в
любой момент времени возможен доступ к любой произвольно выбранной ячейке
памяти. Это отражено в англоязычном названии ОЗУ – RAM (Random Access Memory –
память с произвольным доступом). Доступ к этой информации в ОЗУ осуществляется
очень быстро. Эта память составлена из сложных электронных микросхем и расположена
внутри корпуса компьютера. Часть оперативной памяти отводится для хранения
изображений, получаемых на экране монитора, и называется видеопамять. Чем
больше видеопамять, тем более сложные и качественные картинки может выводить
компьютер. Высокоскоростная кэш-память служит для увеличения скорости
выполнения операций компьютером и используется при обмене данными между
микропроцессором и RAM. Кэш-память является промежуточным запоминающим
устройством (буфером). Существует два вида кэш-памяти: внутренняя, размещаемая
внутри процессора и внешняя, размещаемая на материнской плате.
Внешняя память может быть с
произвольным доступом и последовательным доступом. Устройства памяти с
произвольным доступом позволяют получить доступ к произвольному блоку данных
примерно за одно и то же время доступа.
Выделяют следующие основные типы
устройств памяти с произвольным доступом:
1. Накопители на жёстких магнитных
дисках (винчестеры, НЖМД) - несъемные жесткие магнитные диски. На современных
компьютерах это основной вид внешней памяти. Первые жесткие диски состояли из 2
дисков по 30 Мбайт и обозначались 30/30, что совпадало с маркировкой модели
охотничьего ружья “Винчестер” - отсюда пошло такое название этих накопителей.
2. Накопители на гибких магнитных
дисках (флоппи-дисководы, НГМД) – устройства для записи и считывания информации
с небольших съемных магнитных дисков (дискет), упакованные в пластиковый конверт
(гибкий - у 5,25 дюймовых дискет и жесткий у 3,5 дюймовых). Максимальная
ёмкость 5,25 дюймовой дискеты - 1,2Мбайт; 3,5 дюймовой дискеты - 1,44Мбайт. В
настоящее время 5,25 дюймовые дискеты морально устарели и не используются.
3. Оптические диски (СD-ROM - Compact
Disk Read Only Memory) - компьютерные устройства для чтения с компакт-дисков.
CD-ROM диски получили распространение вслед за аудио-компакт дисками. Это пластиковые
диски с напылением тонкого слоя светоотражающего материала, на поверхности
которых информация записана с помощью лазерного луча. Лазерные диски являются наиболее
популярными съемными носителями информации. При размерах 12 см в диаметре их
ёмкость достигает 700 Мб. В настоящее время более популярным является формат
компакт-дисков DVD-ROM, позволяющий при тех же размерах носителя разместить информацию
объемом 4,3 Гб. Кроме того, доступными массовому покупателю стали устройства
записи на компакт диски. Данная технология получила название CD-RW и DVD-RW
соответственно.
Устройства памяти с последовательным
доступом позволяют осуществлять доступ к данным последовательно, т.е. для того,
чтобы считать нужный блок памяти, необходимо считать все предшествующие блоки.
Среди устройств памяти с последовательным доступом выделяют:
1. Накопители на магнитных лентах
(НМЛ) – устройства считывания данных с магнитной ленты. Такие накопители
достаточно медленные, хотя и большой ёмкости. Современные устройства для работы
с магнитными лентами – стримеры – имеют увеличенную скорость записи 4 - 5Мбайт
в сек. Существуют также, устройства позволяющие записывать цифровую информацию
на видеокассеты, что позволяет хранить на 1 кассете 2 Гбайта информации.
Магнитные ленты обычно используются для создания архивов данных для
долговременного хранения информации.
2. Перфокарты – карточки из плотной
бумаги и перфоленты – катушки с бумажной лентой, на которых информация
кодируется путем пробивания (перфорирования) отверстий. Для считывания данных
применяются устройства последовательного доступа. В настоящее время данные
устройства морально устарели и не применяются.
Различные виды памяти имеют свои
достоинства и недостатки. Так, внутренняя память имеет хорошее быстродействие,
но ограниченный объем. Внешняя память, наоборот, имеет низкое быстродействие,
но неограниченный объем. Производителям и пользователям компьютеров приходится
искать компромисс между объемом памяти, скоростью доступа и ценой компьютера,
так комбинируя разные виды памяти, чтобы компьютер работал оптимально. В любом
случае, объем оперативной памяти является основной характеристикой ЭВМ и
определяет производительность компьютера.
5.7
Информационное обеспечение. Справочные таблицы
В процессе проектирования возникает
необходимость в привлечении различной справочной информации: ГОСТов, нормалей,
руководящих материалов, паспортных данных станков и т. д. Вся эта информация,
описанная формализованно, составляет информационное обеспечение. Формы
представления его могут быть различными: от элементарных справочных таблиц до
описаний с использованием проблемно ориентированных языков.
Справочные таблицы используют для
описания характеристик, закладываемых в систему типовых решений (станков,
инструментов, оснастки и др.), а также всей нормативно-справочной информации.
Алгоритм чтения такой таблицы состоит
в поиске по столбцу типовых решений соответствующей строки и в последующем
считывании характеристик типового решения, находящихся в данной строке.
В развитых САПР для облегчения их
адаптации к изменяющимся производственным условиям часто справочные таблицы
описывают с использованием лингвистического обеспечения системы. В этом случае
лингвистическое обеспечение предусматривает возможность описания не только
чертежа детали, но и характеристик оборудования, технологической оснастки и т.
д.
Часть информационного обеспечения САПР ТП,
содержащая сведения о типовых решениях системы и правилах их принятия, называют
технологическим обеспечением. Оно определяет «технологическую квалификацию»
ЭВМ. Блочный алгоритм проверки соответствий исходных данных и условий
применимости типовых решений (рис.1) является одной из наиболее наглядных форм представления
технологического обеспечения. Однако эта форма представления имеет следующие
существенные недостатки:
- большой объем программы, так как
блочные алгоритмы плохо приспособлены к организации унифицированных процедур
(для выбора оборудования, инструмента и прочего необходимо разрабатывать
специальный алгоритм и отдельную программу на каждый тип станков и т. д.);
- практическая невозможность
оперативной коррекции системы при изменении производственной обстановки, так
как это приводит к необходимости вмешательства в проектирующие программы. Это
вызвано тем, что характеристики типовых решений размещены непосредственно в программе.
Для устранения этих недостатков
технологическое обеспечение должно удовлетворять следующим требованиям:
- независимость от алгоритмического
обеспечения (алгоритмы не должны содержать характеристик типовых решений);
- универсальность формы представления
(выбор типовых решений различных задач нужно производить с помощью единой
процедуры).
Перечисленным требованиям
удовлетворяет табличная форма представления технологического обеспечения
(табличные алгоритмы).
Таблицы решений подразделяют на два
типа: односторонние ( таб. 5) и двусторонние (таб. 6).
Таблица 5 - Односторонняя таблица выбора
зубошевинговального станка.
|
D |
125 |
300 |
320 |
||||||||||||||||
|
M |
6 |
1,5 |
1,75 |
2 |
6 |
2 |
6 |
8 |
|||||||||||
|
L |
100 |
- |
110 |
80 |
110 |
80 |
110 |
80 |
110 |
80 |
110 |
200 |
80 |
200 |
|||||
|
a |
35 |
- |
35 |
17 |
35 |
35 |
17 |
35 |
35 |
17 |
35 |
35 |
17 |
35 |
35 |
35 |
17 |
35 |
35 |
|
TP |
1 |
- |
1 |
1,2 |
1 |
1 |
1,2 |
1 |
1 |
1,2 |
- |
1 |
1,2 |
1 |
1 |
1,2,3 |
1,3 |
1,3 |
3 |
Таблица 6 - Двусторонняя таблица выбора
зубошевинговального станка.
|
D |
a |
Модуль зуба m, при диаметре D, мм |
|||||||||||
|
80 |
125 |
200 |
320 |
||||||||||
|
- |
1,5 |
6 |
1,5 |
2 |
6 |
8 |
1,5 |
1,75 |
2 |
6 |
8 |
||
|
80 |
17 35 |
- - |
- - |
1 1 |
- - |
1 1 |
2 1 |
2 - |
- - |
1 1 |
2 1 |
2 1 |
3 3 |
|
110 |
17 35 |
- - |
- - |
1 1 |
- - |
1 1 |
1 1 |
- - |
- - |
1 1 |
1 1 |
3 3 |
3 3 |
|
200 |
17 35 |
- - |
- - |
- - |
- - |
- - |
- - |
- - |
- - |
- - |
- - |
3 3 |
3 3 |
5.8
Информационно-поисковые системы. Классификация и структура ИПС
Информационное обеспечение является
важнейшей составной частью САПР наряду с математическим и техническим
обеспечением. На первых этапах автоматизации ТПП информационно-поисковую
систему (ИПС) используют лишь как средство для осуществления быстрого поиска в
больших массивах информации при неавтоматизированном решении задач, при этом
главным пользователем ИПС технологического назначения является человек. По мере
повышения уровня автоматизации решения технологических задач главными
пользователями ИПС становятся системы специального назначения. Например, при
автоматизированном проектировании технологических процессов с помощью ИПС
осуществляется поиск информации о требуемом оборудовании, приспособлениях, инструменте
и т. д.
Классификация ИПС. При разработке
любой информационной системы, в том числе и ИПС технологического назначения,
необходимо решить проблемы обеспечения эффективной связи человека с вычислительными
средствами, на которых реализована ИПС; адекватного выражения информационных
потребностей с помощью языковых средств системы; организации данных,
позволяющей эффективно выполнять основные функции системы; адаптации системы к изменяющимся внешним условиям.
ИПС, предназначенная для
использования всеми службами предприятия, имеет относительно расширенный
информационный фонд, для которого характерны большой объем и широкая тематика.
В такой ИПС может содержаться, например, информация о всей номенклатуре изделий
предприятия, сборочных единицах и деталях, о всех технологических процессах, а
также все материальные и трудовые
нормативы.
ИПС отрасли основана на сети
взаимодействующих ИПС вышеуказанных типов, и поэтому для такой ИПС характерен
paccpeflOj точенный и политематический информационный фонд, который могут использовать
специалисты-технологи всей отрасли.
По уровню автоматизации (технический
признак) выделяют следующие виды ИПС: неавтоматизированного обращения,
механизированные и автоматизированные. Для ИПС неавтоматизированного обращения
характерно отсутствие каких-либо технических средств для поиска необходимой
информации, к ним, например, относят различные картотеки. В механизированных
ИПС используют лишь средства для механизированного поиска информации. Для автоматизированных
ИПС характерна автоматизация поиска информации с помощью разных технических
средств, включая ЭВМ.
При классификации ИПС по режиму
работы выделяют: ИПС ретроспективного поиска, которые обеспечивают поиск и
выдачу информации из всего информационного фонда; ИПС текущего оповещения
(избирательного распределения информации), в которых поиск осуществляется лишь
в пределах вновь поступающей информации по заранее составленным и хранимым в
системе запросам; ИПС смешанного типа, которые способны работать в режимах
ретроспективного поиска и текущего оповещения.
Сам процесс обработки информации
может происходить с участием человека или автономно. ИПС, которые позволяют
осуществлять поиск в режиме диалога человек—машина, называют ИПС с управляемым
процессом обработки информации. Прочие системы относят к ИПС с неуправляемым
процессом обработки информации.
Подсистема хранения и поиска информации предназначена для организации хранения
информации и выполнения поисковых функций. В этой подсистеме осуществляется
поиск объектов производства, технологических процессов и оснащения, поиск
алгоритмов и вспомогательных данных.
Основной задачей корректирующей
подсистемы является оперативная корректировка информационного фонда.
Необходимость бэтой подсистеме вызвана нестабильностью информации, используемой
в ТПП. Постоянно приходят извещения на изменения конструкции деталей и в технологических
процессах.
Для снабжения пользователей твердыми
копиями технологических документов и для передачи информации в ИПС более низкого
уровня используют подсистему размножения и распределения информации.
Тема
6. Особенности работы САПР ТП в условиях различных видов производст
6.1
Задачи САПР ТП в условиях единичного и мелкосерийного производств
Единичное и мелкосерийное
производства имеют в качестве материальной базы в основном универсальное
обрабатывающее оборудование, на котором работают рабочие достаточно высокой
квалификации. Уровень квалификации позволяет рабочему, как правило,
самостоятельно, без дополнительных указаний технолога решить все вопросы, связанные
с выполнением технологической операции изготовления детали.
В условиях единичного и
мелкосерийного производства, когда объем партий изготовляемых деталей
составляет в основном 10—50 шт. и не превышает 200 шт., номенклатура выпускаемых
изделий чрезвычайно велика. Вследствие этого предприятие непрерывно находится в
стадии технологической подготовки производства к выпуску очередного изделия.
Объем работ по технологическому проектированию на предприятиях с численностью
работающих 1—2 тыс. составляет от нескольких десятков до сотен тысяч
технологических процессов в год. Технологические службы заводов не в состоянии
полностью проработать такое количество технологических процессов.
Проектирование зачастую ограничивается маршрутным технологическим процессом,
иногда и без технического нормирования. Такие вопросы технологии, как схема
базирования заготовки на операции, число переходов, режимы резания и другие
решает рабочий, высокая квалификация которого позволяет получить удовлетворительные
результаты, в приемлемые сроки. Эффективность этих решений и, следовательно,
производительность сильно зависит от квалификации рабочего, причем квалификации
не только чисто рабочей, но и технологической.
Помимо проектирования технологических
процессов изготовления деталей, сборки узлов и изделий при технологической
подготовке производства решают много других проектных задач: определение
необходимого количества металла, формирование заявок на режущий и измерительный
инструмент, укрупненное нормирование трудозатрат на изготовление деталей,
узлов, изделий подготовка необходимой технологической документации маршрутных
технологических карт, нормировочных карт, ведомостей, заявок и т. д.).
Значимость этих задач в условиях единичного и мелкосерийного производства возрастает,
так как вследствие краткости производственного цикла нет возможности своевременно
внести коррективы, и предприятие работает по решениям, принятым на стадии
проектирования. Главным требованием к решениям этих задач является не только их
обоснованность и правильность, но и быстрота. Чем быстрее приняты все проектные
решения, тем больше времени остается на собственно подготовку производства.
Основная цель применения систем
автоматизированного проектирования в условиях единичного и мелкосерийного
производства - резкое сокращение сроков решения задач технологического проектирования.
Рассмотренные выше особенности
технологической подготовки влияют на задачи САПР ТП. Высокая квалификация
рабочих и достаточность технологических решений на уровне маршрутного
технологического процесса приводят к тому, что на современном уровне развития
методов автоматизированного технологического проектирования целесообразно для
условий единичного и мелкосерийного производства разрабатывать САПР ТП на
уровне маршрутной технологии. Быстродействие ЭВМ позволяет в несколько раз
сократить время проектирования и подготовки технологической документации,
высвобождая технологов для отладки и совершенствования технологических процессов.
Помимо типа производства при выборе
метода проектирования и тем самым идеологии САПР ТП для единичного и
мелкосерийного производства важен уровень унификации выпускаемой продукции.
Высокий уровень унификации деталей позволяет принять в качестве базовых типовых
элементов технологические процессы и строить САПР на базе более простых
алгоритмов анализа. Преобладание в номенклатуре выпускаемой продукции
оригинальных деталей, плохо поддающихся унификации, приводит к необходимости
разработки более сложных алгоритмов индивидуальных процессов.
6.2
Задачи САПР ТП в условиях среднесерийного производства
Среднесерийное производство
в отличие от
мелкосерийного характеризуется более крупными партиями
выпускаемых изделий (до 6400 шт.)
и большей стабильностью (одно и то же изделие можно выпускать несколько
месяцев). В этих условиях экономически выгодно применять специальный режущий и
измерительный инструмент, переналаживаемые средства автоматизации, т. е.
уровень технологии выше, нежели в единичном и мелкосерийном производстве.
Соответственно требуется и более глубокая проработка проектных технологических решений. В
проектирующие подсистемы автоматизированных систем технологической подготовки
серийного производства входят не только подсистемы проектирования технологических
процессов механической обработки, но и подсистемы проектирования специального
режущего и измерительного инструмента, технологической оснастки, термических
операций и т. д. Результатом работы САПР ТП в этих условиях должно явиться
операционное описание технологического процесса с полным нормированием. Кроме
того, предусматривают обычно выдачу различных ведомостей (необходимого инструмента,
оснастки, расхода материала и т. д.).
Как и в единичном производстве, в
среднесерийном производстве в зависимости от уровня унификации деталей методы
проектирования базируются либо на типовых технологических процессах и
алгоритмах их доработки, либо на алгоритмах синтеза единичных технологических
процессов. Требование более глубокой проработки технологии приводит к необходимости
дополнительных мер по повышению качества автоматического проектирования,
уменьшению возможных ошибок в принятии решений. Наиболее распространенным
методом в достижении этой цели для САПР единичных технологических процессов
является еще большее по сравнению с единичным производством сужение области
применения системы. Часто ограничиваются хотя и представительной, но малой
группой деталей, например валами. Иногда САПР ТП на базе типовых технологических
процессов оснащают алгоритмами доработки полных типовых решений для более полного
учета индивидуальных особенностей конкретной детали. Эти алгоритмы решают задачи
определения операционных размеров, режимов резания и т. д., вплоть до последовательности
переходов в отдельных системах.
Для более надежного проектирования
единичных технологических процессов изготовления сложных деталей вводят в САПР
элементы диалога. Ниже приведены краткие описания нескольких САПР ТП, иллюстрирующие
возможные варианты реализации описанных требований в условиях среднесерийного
производства.
6.3
Задачи САПР ТП в условиях крупносерийного и массового производств.
Для крупносерийного и массового
производства характерен объем выпускаемых партий изделий свыше 6400 шт. и
составляющий зачастую десятки и сотни тысяч штук. Программа выпуска изделий в
массовом производстве в ряде отраслей достигает нескольких миллионов штук в
год.
Другой отличительной особенностью
крупносерийного и массового производства является значительное увеличение
периодов времени работы предприятия до очередной переналадки и перехода к
выпуску нового изделия. Эти периоды работы предприятия по спроектированному и
отлаженному технологическому процессу могут достигать нескольких лет, хотя в
последнее время не только серийное, но и массовое производство оснащают гибким
переналаживаемым оборудованием, позволяющим непрерывно совершенствовать
конструкции изделий и соответственно менять технологические процессы
обработки их.
В условиях крупносерийного и
массового производства экономически оправданы большие капитальные вложения на
стадии технологической подготовки производства.В крупносерийном и особенно в
массовом производстве технологические процессы максимально учитывают индивидуальные
особенности каждой из выпускаемых деталей, эффективно применение дорогих
методов получения высокоточных заготовок, позволяющих уменьшить припуски на
операциях механической обработки и максимально повысить коэффициент использования металла.
Оказывается целесообразным применение автоматизированного оборудования
как универсального (токарно-револьверных и многошпиндельных токарных автоматов
и полуавтоматов, шлифовальных автоматов), так и специального, вплоть до
автоматических линий, ориентированных на выпуск одной или нескольких деталей.
Широко используется комбинированный и фасонный специальный режущий инструмент!
протяжки, специальные комбинированные зенкеры, фасонные фрезы, резцы и т. д.
Технологи-проектировщики при
проектировании технологических процессов для условий крупносерийного и особенно
массового производства, как правило, не стеснены рамками имеющегося на
предприятии оборудования. Они имеют возможность дать заказ на проектирование
специального станка, если ни одна из существующих моделей их не устраивает.
Более широко здесь используют также специальную технологическую оснастку
(станочные и особенно контрольно-измерительные приспособления). В наибольшей
мере применяют всевозможные средства автоматизации производственных процессов,
вплоть до системы конвейеров с согласованными ритмами движения.
Все эти особенности технологических
процессов в условиях крупносерийного и массового производства приводят к
постановке дополнительных задач, решаемых при его технологической подготовке и
выдвигают новые (по сравнению с единичным и мелкосерийным производством) требования
к САПР, предназначенным для эксплуатации в этих условиях. Эти системы должны
иметь более богатый набор специальных подсистем, решающих вопросы
проектирования операций, выполняемых на станках-автоматах, проектирующих
специальные станочные и контрольно-измерительные приспособления, фасонный и
комбинированный режущий инструмент, специальное оборудование и т. д. Даже
традиционные проектирующие подсистемы, например подсистема проектирования
единичных технологических процессов механической обработки, здесь должны иметь
свои особенности: производить оценку необходимости и формировать задания на
проектирование специальной технологической оснастки, инструмента и даже
оборудования.
В условиях крупносерийного и массового
производства даже незначительное усовершенствование технологического процесса
или операции, приводящее к повышению производительности, снижению расхода металла,
уменьшению себестоимости изделия или улучшению других производственных
показателей, дает ощутимый экономический эффект, вследствие большой программы
выпуска. Поэтому к системам автоматизированного проектирования технологических
процессов в этих условиях предъявляют повышенные требования к качеству
получаемых решений. Желательно, чтобы методическое обеспечение этих САПР
базировалось на оптимизационных моделях и методах.
Таким образом, системы
автоматизированного проектирования технологических процессов для условий
крупносерийного и массового производства должны представлять собой качественно
новый уровень развития САПР ТП. Они должны производить проектирование с гораздо
большей степенью свободы в выборе оборудования, оснащения и обеспечивать при
этом более высокое качество проектных решений.
6.4
Элементы размерно-точностного проектирования
Разработанный советскими учеными-технологами аппарат размерного анализа
технологических процессов позволяет
на стадии проектирования расчетным путем определить допуски операционных
размеров, припуски на обработку, требуемые размеры заготовки. Исходной
информацией для такого размерного анализа является структура технологического
процесса: технологические базы на каждой операции, а также число, виды и
последовательность стадии обработок каждой
поверхности, которые определяются
разницей в точности заготовки и готовой детали. Таким образом, размерный анализ
позволяет расчетным путем определить структуру проектируемого процесса, т. е.
число установов, переходов и операций.
Задачи размерного анализа с позиций
теории автоматизированного проектирования относятся к группе расчетных. Поэтому
методическое обеспечение и разрабатываемое на его базе алгоритмическое и информационное
обеспечение систем автоматизации размерного анализа достаточно компактны. Система представляет
собой математическую модель взаимосвязей погрешностей обработки, припусков на
обработку, номиналов выполняемых размеров и полей их рассеяния для различных
схем базирования, видов и последовательностей обработки (структур технологического
процесса).
Расчет операционных размерных цепей
дает обоснованные значения номиналов промежуточных операционных размеров и
размеров заготовки с учетом технических требований по допустимым отклонениям
расположения геометрических элементов обрабатываемых деталей.
Размерный анализ проектируемых и
действующих процессов позволяет повысить их надежность, улучшить качество
выпускаемой продукции, способствует уменьшению припусков на обработку и сокращению
расхода металлов.
6.5
Автоматизация проектирования операций, выполняемых на токарных многошпиндельных
автоматах
Задача проектирования операции,
выполняемой на горизонтальном многошпиндельном токарном автомате, весьма
трудоемка и ее оптимизация на стадии проектирования без применения ЭВМ трудно
реализуема. Проектирование операции ведется в диалоговом режиме, а расчет
режимов обработки — в пакетном.
В пакетном режиме производит
параметрическую оптимизацию спроектированных технологом операций обработки на
многошпиндельных автоматах, в результате которой определяют оптимальные
значения частоты вращения шпинделей и подач всех суппортов для заданного варианта
структуры наладки, определяют сменные шестерни привода подач, осуществляют
подбор кулачков, назначают вспомогательный инструмент.
Основной целью диалогового режима
работы является структурная оптимизация операции. Технолог, анализируя
результаты параметрической оптимизации очередного варианта структуры наладки,
определяет пути ее совершенствования, вводит в ЭВМ необходимые изменения в
наладке и дает указания о проведении параметрической оптимизации скорректированного
варианта и т. д. до получения удовлетворительной с его точки зрения структуры
наладки. Для формулирования указаний технолога в системе имеется специальный
язык директив технолога (ЯДТ).
Максимальное число инструментов,
которое может быть использовано в операции, ограничено числом элементов
списковых структур, которое в равно 2000, что допускает наличие до 50
инструментов в наладке.
Состав моделей оборудования, марки
обрабатываемого материала и инструмента, виды инструмента определены каталогом
и шаблонами. Базовый вариант каталога и шаблонов может быть изменен и расширен
самим пользователем.
Выходным документом системы является
операционная технологическая карта обработки на автоматическом оборудовании, оформленная
в соответствии с ГОСТом.
Методы проектирования.
Оптимизационная постановка задачи проектирования автоматной операции
предусматривает систему ограничений на множество параметров оптимизации и
критерии оптимальности. В системе используют три группы ограничений:
- технологические (точность
обработки, шероховатость обработанной
поверхности);
- технические, описывающие
возможности применяемого оборудования и оснастки (например, ограничение по
прочности режущего инструмента; ограничение, описывающее кинематические
возможности станка, и т. д.);
- организационные (например,
согласование времени работы разных инструментов, суппортов, позиций, способ
замены инструмента и т. д.).
Предусмотрены следующие условия
оптимизации режимов резания:
- минимум себестоимости;
- максимум производительности-минимум
себестоимости при заданной производительности.
Оптимизация режимов резания в пакете
сведена к определению предельно допустимых подач для всех суппортов и поиску
оптимального значения скоростей резания для каждого инструмента при учете требований
по стойкости и способу замены инструмента.
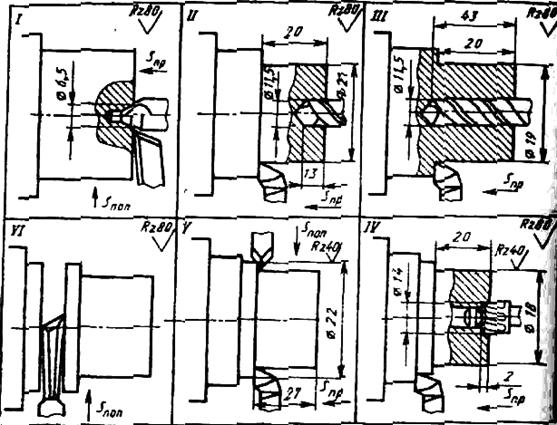
Рисунок 15 – Пример схемы наладки
6.6
Задачи САПР ТП в условиях ГПС
Особенности проектирования операций
для станков с ЧПУ
Оператор, управляющий станком с ЧПУ,
не принимает непосредственного участия' в формообразовании детали, а
следовательно, и не влияет на точность получаемых размеров. Фактически
обработку деталей на этих станках обеспечивает технолог-программист,
проектирующий технологическую операцию. В связи с этим повышаются требования к
точности проектирования операций.
Для обработки на станках с ЧПУ при
любом характере производства необходим детально разработанный технологический
процесс с тщательно установленными режимами
резания. Никакие сокращения объемов
проектно-технологических
работ недопустимы. Детальная
проработка технологического процесса для: оборудования с ЧПУ требует не только
проектирования отдельных рабочих ходов, но и расчленение каждого из них на
шаги, представляющие собой перемещения инструмента вдоль определенного
геометрического элемента детали. Шагами являются отдельные перемещения
инструмента вдоль прямой или окружности с постоянной скоростью движения подачи,
или отдельные участки, обрабатываемые с разными режимами резания. Другой
особенностью является необходимость точного расчета траектории инструмента на
всем его пути.
При использовании ЧПУ появляется принципиально новый (элемент технологического
процесса — управляющая программа,
закодированная и нанесенная
на программоноситель. Поэтому технологическая подготовка
производства для станков с ЧПУ включает в себя кроме традиционных
расчетов такие дополнительные работы,
как: расчет траектории инструмента; кодирование управляющей программы; нанесение
управляющей программы на программоноситель;
контроль программы с помощью
специальных средств.
В связи с тем, что перечисленные
этапы проектирования используют формализованные математические и логические
методы решения, они и были автоматизированы в первую очередь и их используют в
промышленности в качестве различных систем автопрограммирования траекторий
движения инструментов (без расчетов режимов резания и, следовательно, без
технологического управления производительностью процессом резания и качеством
обработки).
Такими системами автоматизированного
программирования (САП) являются САП-2, СППС, СПС-ТАУ, «Техтран» и др. Всего в
стране создано несколько десятков систем такого класса.
6.7
САП «Техтран»
Система «Техтран» предназначена для
автоматизации подготовки управляющих программ при 2,5-координатной обработке на
станках с ЧПУ: ее входной язык .предназначен для описания информации о геометрии
детали, требуемой траектории движения инструмента и специальных технологических команд.
Система состоит из транслятора,
процессора и постпроцессоров.
Процессор организован в виде трех
последовательно выполняемых блоков. Первый (компилятор) выполняет следующие функции:
синтаксический контроль исходной программы; вызов и вставку текстов из библиотеки;
макрогенерацию; формирование на диске в первом промежуточном файле рабочей
программы интерпретатора.
Второй блок (интерпретатор) на
подготовленном компилятором рабочей программе выполняет:
- вычисление значений арифметических
и логических выражений и стандартных функций;
- расчет конической формы
геометрических объектов, соответствующих заданному варианту геометрического
определения;
- распечатку значений переменных
по команде «Печать»;
- формирование на диске второго
промежуточного файла, содержащего исходные данные для дальнейшей работы; этот
файл содержит последовательность операторов движения и операторов
постпроцессора во внутреннем формате системы; все арифметические выражения и
геометрические объекты при этом заменяются на вычисленные значения.
Третий блок (блок движения)
обрабатывает операторы движения и рассчитывает эквидистантную траекторию с
учетом диаметра рабочего инструмента, а также формирует записи выходного файла
для дальнейшего использования постпроцессором.
Компилятор, обнаружив ошибки в
некоторой строке исходной программы, продолжает обработку следующих строк,
чтобы обнаружить все ошибки за одно считывание. Остальные фразы процессора,
обнаружив первую ошибку в исходной программе, прекращают ее дальнейшую работу.
В процессоре САП «Техтран»
предусмотрена развитая система диагностических сообщений. В случае ошибки
соответствующая фаза процессора печатает номер ошибки и пояснительный текст.
Тексты сообщений достаточно полно объясняют причины ошибки, поэтому дальнейшей расшифровки по номерам
нет.
Кодирующая программа (постпроцессор)
предназначена для подготовки управляющих перфолент для станков токарной,
фрезерной, профилешлифовальной и электроискровой групп и многоцелевых станков,
оснащенных разнообразными системами ЧПУ. Кодирующая программа выполняет
следующие функции: преобразование правосторонней системы координат, в которой
задан контур обрабатываемой детали, в конкретную систему координат станка, где
осуществляется реализация перемещений рабочих органов станка в процессе
обработки;
пересчет вылетов инструментов
относительно первого рабочего инструмента по
всем осям;
анализ и коррекцию величин подач в
режимах рабочих и ускоренных перемещений с учетом динамических характеристик
приводов конкретного типа станка с ЧПУ;
аппроксимацию круговых участков
траектории ломаными линиями или дугами окружности применительно к конкретной
системе ЧПУ;
расчет эквидистантной траектории
относительно заданного контура детали;
кодирование подач, частот вращения
шпинделя и технологических команд, задаваемых технологом на стадии
проектирования управляющей программы; ввод и отмену коррекций;
формирование кадров перемещений и
кадров технологических команд управляющей
программы;
формирование циклов нарезания
цилиндрической резьбы.
Входной язык системы позволяет!
описывать геометрические объекты
(точки, прямые, окружности, плоскости и векторы);
описывать любые плоские контуры,
состоящие из отрезков прямых и дуг окружностей;
описывать эквидистантную траекторию
непрерывного движения инструмента по заданному плоскому контуру;
задавать поточечное движение и
вертикальные перемещения для управления глубиной резания;
(задавать массивы чисел и
геометрических объектов, арифметические и логические выражения; задавать
преобразования геометрических объектов и траектории движения инструментов.
Кроме того, во входном языке системы имеются операторы управления
постпроцессорами, задающие необходимые технологические команды.
Исходный текст на входном языке
системы «Техтран», который содержит информацию о геометрии детали, требуемой
траектории движения инструмента и специальных технологических командах,
составляют на основании расчетно-технологической карты (РТК). РТК оформляют на
стадии проектирования операции и в нее вводят данные, назначаемые технологом:
число рабочих ходов, глубины резания, подачи и скорости резания по рабочим
ходам, данные об инструменте, данные о последовательности обработки и траектории
движения инструментов.
Тема
7. Оптимизация при проектировании технологического процесса
7.1
Постановка задачи проектирования оптимального технологического процесса..
Постановка задачи проектирования
оптимального технологического процесса. Рассмотрим понятие оптимальности
применительно к задаче проектирования технологического процесса.
Технологический процесс называют оптимальным, если он обеспечивает, во-первых,
выполнение системы ограничений, отражающих условия протекания процесса и требования,
предъявляемые к нему, и во-вторых, обеспечивает экстремум критерия оптимальности.
Как следует из этого определения,
оптимальный технологический процесс - это не идеальный процесс, а процесс
наилучший в смысле заданного критерия оптимальности (например, технологический
процесс, обеспечивающий максимум производительности или минимум расхода металла
и т. д.). Процесс, оптимальный по одному критерию, может быть далеко не
оптимальным по какому-либо другому. Например, максимум производительности может
не соответствовать минимуму себестоимости. Поэтому при постановке задачи
проектирования оптимального технологического процесса весьма важным
является выбор критерия оптимальности.
Критерий оптимальности
должен соответствовать задачам производства, предприятия, для
которого проектируется технологический
процесс, учитывать специфику
предприятия. Известно несколько
различных критериев оптимальности,
используемых для оптимизации как технологических процессов в целом, так
и для отдельных частных технологических задач. Наиболее часто употребляются
следующие: максимум стойкости режущего инструмента, минимум штучного времени,
максимум производительности (процесса, операции). Выбор того или иного критерия
оптимальности диктуется зачастую конкретной производственной ситуацией. Если
предприятие, например, испытывает трудности в
изготовлении или приобретении режущего
инструмента, то естественно
стремление минимизировать его расход, т. е. в качестве критерия оптимальности в
этом случае будет выступать минимум затрат на инструмент.
В
последнее время все большее
распространение получают интегральные критерии оптимальности,
учитывающие весь комплекс затрат на
организацию технологического процесса.
Эти критерии являются
экономическими по своей сути.
Одним из простейших критериев этой
группы является технологическая себестоимость. Этот критерий
учитывает суммарный эффект от таких противоречивых в подавляющем большинстве
случаев факторов, как производительность
процесса и себестоимость обработки.
Наиболее полным показателем эффективности
технологического процесса являются приведенные затраты
![]()
где Ен — нормативный коэффициент окупаемости капиталовложений; К — капиталовложения
(первоначальные затраты); Сп — полная себестоимость единицы продукции (детали);
Г — годовой выпуск изделий (программа).
Таким образом, задача проектирования
оптимального технологического процесса непременно предусматривает наличие
критерия оптимальности. Другим непременным условием оптимизационной задачи является,
как уже указывалось, система ограничений.
Система ограничений, накладываемых на
технологический процесс, описывает следующие группы:
по производительности
технологического процесса;
по качеству продукции (точность
исполнения размеров и формы, микрогеометрия поверхности, физико-механические
свойства и т. д.);
по технологическим возможностям
оборудования, инструмента, приспособлений;
по организационно-техническим возможностям
производства.
Оптимизируемые параметры — это
параметры процесса, для которых в результате решения задачи должны быть найдены
оптимальные значения. Таковыми, например, являются частота вращения шпинделя и
подача при оптимизации режимов резания на операции. Ограничения могут также
быть описаны функциями оптимизационных параметров, но чаще они имеют вид
неравенства.
Любой технологический процесс может
характеризоваться как процесс качественного и количественного изменения
объектов производства. Его можно рассматривать как структурную систему,
основным элементом которой является операция. В этой системе на вход поступают
заготовки, характеризуемые соответствующим
набором характеристик, а на выходе обеспечивается соответствующий
набор характеристик готовой детали.
Оптимизировать технологический
процесс значит, во-первых, сформировать
оптимальным образом сам набор технологических факторов т. е. число и виды
операций, а во-вторых, определить оптимальное значение каждого технологического
фактора.
Различают два вида оптимизации
технологических процессов: структурную и параметрическую. Структурная
оптимизация — это выбор оптимальной структуры технологического процесса
(технологического маршрута, вида заготовки, типа оборудования, инструмента и т.
д.). Параметрическая оптимизация заключается в расчете оптимальных технологических
параметров — допусков на межоперационные размеры, припусков, периодов стойкости,
режимов резания и т. д.
7.2
Комплексный подход к оптимизации технологического процесса
Принцип сопоставимости обусловливает
при разработке оптимального технологического процесса проведение как
структурной, так и параметрической оптимизации одновременно. В соответствии с
принципом сопоставимости можно записать математическое выражение единого критерия
оптимальности для структурной и параметрической оптимизации, имеющего смысл
мини- \ мума приведенных затрат:
![]()
где Тj = (tij) — вектор технологических параметров
на операциях j-го варианта технологического процесса; Мj- — множество возможных значений
вектора Тj, оно состоит из областей изменения
технологических параметров tij,
допустимых системами ограничений.
Принципы согласования структурной и
параметрической оптимизации, т. е. комплексной оптимизации технологического
процесса с интегральным критерием оптимальности сформулированы проф. Ю. М. Соломенцевым.
Комплексный подход к оптимизации технологического процесса позволил по-иному
подойти к распределению областей применения и задач структурной и
параметрической оптимизации. В этом случае имеет смысл сразу сформировать набор
параметров оптимизации, охватывающий все задачи проектирования. Параметрами
технологического процесса, кроме параметров режимов резания на каждой операции,
являются также межоперационные припуски на каждом технологическом переходе и допуски.
Это вполне упорядоченные параметры, т. е. поиск их оптимальных значений в
принципе необходимо проводить методами параметрической оптимизации. В то же
время перечисленные параметры по своему технологическому значению можно отнести
к структурным, так как они оказывают иногда решающее влияние на структуру
проектируемого технологического процесса. Таким образом, при комплексном подходе
ряд параметров является общим для структурной и параметрической оптимизации.
В развитие этих идей можно добавить,
что подавляющее число технологических ограничений (точность обработки,
шероховатость обработанных поверхностей, качественные показатели поверхностных
слоев) являются функциями режимов резания. В то же время эти технологические
ограничения в основном предопределяют величины межоперационных припусков и
допусков. Из этого следует доминирующая роль задачи оптимизации режимов резания
на каждой технологической операции. В конечном итоге комплексная оптимизация
должна предусматривать определение оптимальных значений всех технологических
параметров, в том числе и структурных, при учете их взаимосвязей с режимами.
7.3
Структурная оптимизация
Структурная оптимизация рассматривает
последовательно каждую задачу технологического проектирования. Таким образом,
весь процесс проектирования расчленяется на несколько взаимосвязанных уровней.
Процесс проектирования на каждом уровне представляет собой многовариантную
процедуру. В результате проектирования на всех уровнях образуется граф
допустимых вариантов ТП, отвечающих заданным ограничениям – рис.16.
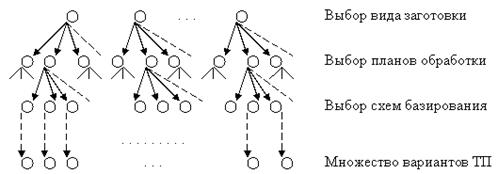
Рисунок 16 – Граф допустимых
вариантов технологических процессов
Задача структурной оптимизации
состоит в поиске ветви графа, обеспечивающей экстремум целевой функции. В силу
неупорядоченности параметров основной метод структурной оптимизации состоит в
последовательном переборе возможных вариантов. Чтобы выбрать один оптимальный
вариант, необходимо до конца спроектировать очень большое количество допустимых
техническими и технологическими ограничениями вариантов ТП.
Для реального ТП изготовления деталей
даже средней сложности таких вариантов может быть огромное множество. Перебор
всех вариантов даже при помощи современных быстродействующих компьютеров занимает
очень большое время. Для уменьшения времени проектирования используются
следующие приемы.
Прием 1. Эффективность процесса
проектирования можно резко повысить, если организовать отбор рациональных
вариантов проектных решений на каждом уровне проектирования. Однако при этом
возникает проблема формирования критериев промежуточного отбора наиболее рациональных
вариантов на различных уровнях. Например, на уровне (этапе) выбора заготовки
анализ вариантов можно производить по критерию «себестоимость заготовки».
Данный критерий можно достоверно рассчитать на этом этапе. Но указанный
критерий не является до конца объективным. «Дешевая» заготовка (например,
круглый прокат для изготовления ступенчатого вала) даст «дорогую» механическую
обработку. А «дорогая» заготовка (например, штамповка для изготовления такого
же вала) обеспечит более «дешевую» механическую обработку. Целесообразно,
поэтому, использовать в качестве критерия суммарную стоимость заготовки и механической
обработки. Однако стоимость механической обработки можно рассчитать только
после разработки всего ТП. Следовательно, пропадает смысл «поэтапной
оптимизации».
Но, все – таки, если удачно назначить
критерии на каждом уровне проектирования, такой подход имеет смысл. При его
применении может оказаться несколько равнозначных вариантов ТП, но среди них
уже гораздо легче выбрать оптимальный вариант.
Прием 2. «Предпроектная оптимизация».
Этот прием можно рассматривать на примере односторонней таблицы выбора модели
станка.
Левая часть таблицы, обозначающая ее
строки, представляет собой множество типовых решений. Верхняя часть таблицы,
обозначающая ее столбцы, - условия применимости и их числовые значения.
Центральная часть таблицы – булева матрица соответствий, в которой
зафиксированы связи между решениями и определяющими их применимость значениями
условий. Наличие связи обозначают единицей, отсутствие – нулем. По имеющемуся
комплексу исходных данных из таблицы соответствий принимаются те решения, в
строках которых булева матрица имеет единицы для всех значений факторов,
входящих в условия применимости.
На базе таблиц соответствий строятся
алгоритмы, позволяющие выбирать множество допустимых решений, из которых путем
последовательного перебора выбираются наилучшие решения согласно тому или иному
критерию оптимальности.
Прием 3. Следующим шагом в развитии
предпроектной оптимизации является переход от булевых матриц соответствий к
оценочным матрицам. В этом случае в соответствующих клетках матрицы
соответствий проставляются значения себестоимости принимаемого проектного решения.
Алгоритм поиска оптимального решения
по оценочной матрице состоит в поиске одноименной строки в оценочных матрицах
для всех диапазонов условий применимости, обеспечивающей наименьшую сумму затрат
для данного условия задачи.
Рассмотренная процедура повторяется
для каждого уровня проектирования, приводя в конечном итоге к варианту с
оптимальной структурой.
7.4
Параметрическая оптимизация.
Параметрическая оптимизация является
первым этапом оптимизационного решения технологических задач. Классической
задачей параметрической оптимизации является расчет оптимальных режимов резания.
В этой задаче набор параметров оптимизации составляют параметры режима резания,
например частота вращения шпинделя и подача суппорта для токарной операции.
Математическую модель составляют функциональные связи параметров оптимизации с
технологическими требованиями к детали на данной операции, организационными
требованиями и ограничениями, обусловленными предельными возможностями технологической
системы.
В качестве критерия оптимальности
зачастую используют локальные критерии, например стойкость режущего
инструмента, штучное время, хотя не исключена возможность применения и других
критериев.
Рассмотрим простейшую задачу этой
группы — расчет оптимальных режимов резания для одноинструментальной наладки
при чистовой токарной обработке. Параметрами оптимизации в данном случае
являются частота вращения шпинделя и подача суппорта.
Первый этап — формирование
математической модели, т. е. состава ограничений и их функциональных выражений.
Технологические ограничения.
1. Режущая способность инструмента
лимитируется его стойкостью Т, которая связана функциональной зависимостью со
скоростью резания
2.
Шероховатость обработанной поверхности. При токарной обработке шероховатость
обработанной поверхности в основном определяется подачей. Существует даже понятие
подачи предельной шероховатости. Для каждой подачи при продольном точении
известны эмпирические зависимости. Исходя из условия, что подача S на операции не должна превышать
предельную, получим ограничение по шероховатости:
3.
Точность обработки, определяемая жесткостью технологической системы.
Вследствие прогиба детали под действием силы . резания точность
обработки может значительно
ухудшаться. Поэтому величину прогиба
Yс детали обычно
ограничивают.
4. Жесткость инструмента. Точность
обработки может снижаться также вследствие деформаций режущего инструмента
(прогиба резца). Рассматривая резец как консольную балку и принимая во внимание
зависимость силы Ру от оптимизируемых параметров режима резания, получим ограничение
по жесткости режущего инструмента.
5. Кинематические ограничения, обусловленные возможностями стана - по частоте вращения
шпинделя.
6.
Мощность привода главного движения станка. Эффективная мощность, затрачиваемая
на резание не должна превышать мощность главного привода с учетом его
КПД.
7.
Прочность механизма подач станка. Требуя, чтобы силы резания не
превышали значений, предельных по прочности механизма подач станка, и учитывая
функциональные связи сил резания с параметрами
режима резания- ограничения для
продольного точения.
8.
Прочность инструмента. Ограничивает давление на твердосплавную пластину.
9. Производительность процесса. Для
обеспечения необходимого такта производства, т. е, согласования ритма работы
одного станка с ритмом других станков на участке и в автоматической линии часто
требуется обеспечить необходимый уровень производительности процесса обработки.
Появляется ограничение продолжительности цикла работы станка.
Объединив все полученные ограничения
в систему, будем иметь математическую модель процесса обработки. Эта модель
описывает все важные для решения поставленной задачи связи оптимизируемых параметров
с показателями операции и учитывает технологические возможности системы.
Задача оптимизации состоит в
отыскании в этой области допустимых режимов такой точки (n и s), для которой выбранный критерий
оптимальности имеет экстремальное значение, например минимум основного времени.
Оптимальное решение обычно находится
на ЭВМ численными методами. В математическом обеспечении современных ЭВМ
имеются стандартные подпрограммы решения задачи линейного программирования, т.
е. решение оптимизационной задачи в такой постановке в САПР ТПП обеспечивается
простым обращением к одной из
стандартных программ.
Аналогичным образом можно ставить и
решать любую задачу технологического проектирования, где требуется найти
оптимальные в каком-либо смысле значения некоторых параметров. Это могут быть
задачи определения оптимальной геометрии режущих инструментов (величины углов,
радиусов и т. д.), оптимального числа проходов при снятии припуска, напуска,
оптимальной загрузки оборудования и
т. п.
Тема 8. Описание отечественных САПР ТП
8.1
САПР «ТехноПро»
Система «ТехноПро» является
программным продуктом, разработанным в фирме «Вектор».
Система «ТехноПро» предназначена для
проектирования маршрутных, маршрутно – операционных и операционных
технологических процессов (ТП). Проектирование это возможно в диалоговом,
полуавтоматическом и автоматическом режиме. Система позволяет использовать сочетание
данных методов. Можно, например, одни технологические процессы проектировать в
диалоговом режиме, другие – в полуавтоматическом, а третьи – в автоматическом
режиме. Система может применяться для проектирования не только технологии
механической обработки, но и технологии сборки, сварки, термообработки и др.
Информационный фонд системы разделен
на четыре взаимосвязанные базы данных: базу конкретных ТП, базу общих ТП, базу
условий и расчетов и информационную базу.
Входная информация для проектирования
ТП может вводиться вручную в диалоговом режиме, а также, что выгодно отличает
данную САПР ТП от других, может быть получена из заранее выполненных электронных
чертежей.
Выходная информация может быть
представлена в виде различных технологических документов: технологических карт,
карт эскизов, карт контроля и т.д. Эти документы изначально формируются самой
системой, а затем при необходимости могут быть скорректированы пользователем в
диалоговом режиме.
Система разработана на основе
реляционной базы данных Microsoft Access и может функционировать под
управлением операционных систем семейства Microsoft Windows. Она может быть
установлена на отдельное рабочее место, а также в локальной вычислительной сети.
8.2
Этапы проектирования единичного технологического процесса в САПР «ТехноПро».
При создании ТП в диалоговом режиме
пользователь имеет возможность работать с информационной базой системы и базой
конкретных технологических процессов (КТП). Каждый спроектированный ТП остается
в базе данных и на его основе может быть создан другой технологический процесс.
При создании нового КТП можно использовать созданные ранее ТП целиком, их
отдельные операции и переходы.
Для автоматизации расчетов в
диалоговом режиме используются условия из базы условий и расчетов. Если расчет
требует того, отдельные условия могут быть сведены в сценарии. Примерами
применения условий и сценариев являются расчеты режимов резания, припусков и
межпереходных размеров, норм времени.
Каждое наименование операции,
оборудования, инструмента, текст перехода, вводимое пользователем в ходе
диалогового проектирования ТП, запоминается системой в информационной базе и
может быть в дальнейшем использовано при проектировании следующих
технологических процессов. Тем самым в системе реализован принцип постепенного
автоматического формирования информационной базы. Чем больше информации в
информационной базе, тем легче и быстрее разрабатывать ТП.
На рис. 17. представлены основные
виды информации, которыми пользователь может оперировать при диалоговом
проектировании ТП.
Рисунок 17 - Информация, используемая пользователем при
диалоговом проектировании технологических процессов
Итак, добавление и редактирование
технологических операций и переходов, технологического оснащения возможно как
вводом с клавиатуры, так и выбором из информационной базы. Имеется возможность
копирования и редактирования операций и переходов из ранее созданных КТП,
возможен также импорт/экспорт КТП. В КТП имеется возможность копирования,
удаления, перемещения и редактирования операций и переходов. Разработанный КТП
может быть распечатан в виде технологических карт различных форм.
8.3
Этапы проектирования группового (типового) технологического процесса в САПР
«ТехноПро»
По мере эксплуатации системы ТехноПро
в ее базах накапливается большое количество технологических процессов. При изготовлении
различных деталей структура части операций, переходов и ТП в целом повторяется.
Поэтому можно создать базу автоматического проектирования технологических
процессов. Для этого необходимо сгруппировать детали по сходству технологий их
изготовления.
Следует отметить, что в системе
ТехноПро реализуется метод анализа при автоматическом проектировании ТП,
основанный на групповых технологических процессах. В ТехноПро в группу
объединяются как можно больше деталей. По мере расширения группы возрастает гарантия
того, что технология изготовления новых деталей, поступивших в производство,
будет автоматически спроектирована ТехноПро. Для каждой группы создается общий
технологический процесс (ОТП), содержащий весь перечень операций изготовления
всех деталей группы. Для наполнения ОТП используются технологические процессы,
уже освоенные в производстве.
Создание ОТП производится в следующей
последовательности: один из технологических процессов группы принимается за
базовый и вводится в виде ОТП в диалоговом режиме (можно скопировать один из
КТП), затем в него добавляются недостающие операции и переходы из других ТП
(КТП). При добавлении выявляются признаки, в зависимости от которых необходимо
выбирать ту или иную операцию, переход или маршрут. Проверка каждого из
признаков вносится в виде условий в базу ТехноПро. Примерами таких условий
являются проверки: вида заготовки, марки или твердости материала детали,
габаритов детали и других параметров.
Создание ОТП следует проводить,
руководствуясь схемой, изображенной на рис. 18.
Рисунок 18 - Схема последовательности
создания ОТП
После создания ОТП можно переходить к
автоматическому проектированию технологических процессов. Для этого достаточно
создать описание конструкции конкретной детали с использованием графических
средств или ввести необходимые данные с клавиатуры. Для ускорения работы можно
скопировать подобную деталь из уже имеющихся в базе КТП или скопировать макет
ОТП.
Описание чертежа детали заключается в
описании общих сведений о детали (данные из штампа и технических требований на
чертеже) и параметров элементов конструкции (поверхностей), имеющихся на
чертеже детали.
После создания описания детали ей
назначается ОТП соответствующей группы деталей. После этого запускается процесс
автоматического формирования ТП.
По ходу этого процесса система
выбирает из назначенного ОТП операции и переходы, необходимые для изготовления
каждого элемента конструкции детали и переносит их в КТП. Затем из выбранного
перечня система отбрасывает операции и переходы, обеспечивающие лучшее качество
изготовления по сравнению с указанным на чертеже.
После этого ТехноПро отбрасывает из
КТП операции и переходы, в которых условия их выбора не выполнены. Далее
система производит расчеты, имеющиеся в условиях оставшихся операций и
переходов.
Затем система рассчитывает
технологические размерные цепи с учетом значений припусков, указанных в
переходах КТП. Далее система выполняет условия подбора оснащения операций и
переходов и выполняет имеющиеся в этих условиях расчеты режимов обработки норм
времени изготовления.
В конце процесса проектирования
система формирует тексты переходов, заменяя имеющиеся в них параметры на
рассчитанные их значения. Значения параметров выбираются в зависимости от типа
выполняемой обработки – предварительной или окончательной.
Создавая ОТП и условия, технолог
«обучает» систему проектированию технологии своего конкретного производства.
Все нюансы в последующем проектировании ТП будут учтены.
Автоматически сформированный КТП по
своей сути ничем не отличается от КТП, сформированного в диалоговом режиме.
Поэтому после автоматического проектирования КТП можно в диалоговом режиме просмотреть,
отредактировать и распечатать.
8.4
САПР ТП «Компас-Автопроект»
Данная система является разработкой
компании «Аскон» (г. Санкт – Петербург. Она представляет собой интегрированный
комплекс, который включает в себя следующие подсистемы проектирования технологий:
механической обработки;
штамповки;
сборки;
сварки;
термообработки;
покрытий;
гальваники;
литья;
расчета норм расхода материалов;
расчета режимов обработки;
нормирования трудоемкости
технологических операций;
анализа технологических процессов
(ТП), позволяющие рассчитать суммарную трудоемкость изготовления деталей и
узлов, определять материалоемкость и себестоимость изделия.
В основу работы САПР ТП «КОМПАС –
АВТОПРОЕКТ» положен принцип заимствования ранее принятых технологических
решений. В процессе эксплуатации системы накапливаются типовые, групповые,
единичные технологии, унифицированные операции, планы обработки конструктивных
элементов и поверхностей. При формировании технологического процесса
пользователю предоставляется доступ к архивам и библиотекам, хранящим
накопленные решения.
Разработка технологических процессов
осуществляется в следующих режимах:
проектирование на основе
технологического процесса – аналога (автоматический выбор соответствующего ТП
из базы данных с последующей его доработкой в диалоговом режиме);
формирование ТП из отдельных блоков,
хранящихся в библиотеке типовых технологических операций и переходов;
объединение отдельных операций
архивных технологий;
автоматическая доработка типовой
технологии на основе данных, переданных с параметризированного чертежа КОМПАС –
ГРАФИК (чертежно – конструкторского редактора);
разработка ТП в режиме прямого
документирования в диалоговом режиме с помощью специальных процедур к
справочным базам данных.
В системе реализована процедура,
позволяющая проектировать сквозные технологии, включающие одновременно операции
механообработки, штамповки, термообработки, сборки, сварки и т.д.
В комплект разрабатываемой
документации входят: титульный лист, карта эскизов, маршрутная, маршрутно –
операционная, операционная карты ТП, ведомость оснастки, материалов и другие
документы в соответствии с ГОСТ. В базовую поставку системы включены более 60
видов технологических карт. Они выполнены в среде MS Excel. Распечатывать их
можно как в горизонтальном, так и вертикальном исполнении. При необходимости
пользователь может разрабатывать новые карты, а также вносить изменения в
существующие образцы. Эскизы и графическая часть технологических карт
выполняются в среде КОМПАС – ГРАФИК и вставляются в листы MS Excel как OLE –
объекты.
Технологические процессы,
разработанные в КОМПАС – АВТОПРОЕКТ, помещаются в архив системы в сжатом виде.
Оглавление такого архива доступно для ручного просмотра и корректировки.
Автоматический поиск ТП в архиве производится либо по коду геометрической формы
детали, либо по отдельным характеристикам: тип детали, принадлежность к
изделию, вид заготовки, габаритные размеры и т.д. По заданным критериям поиска
система находит несколько ТП, оставляя окончательный выбор за технологом.
Оглавлением архива разработанных
технологических процессов служит база данных конструкторско – технологических
спецификаций (КТС), включающих в себя уровни изделий, узлов и деталей. Система
обеспечивает свободное перемещение от одного уровня к другому, позволяя при
этом просматривать и редактировать состав изделий, узлов и деталей. Каждый
уровень имеет подчиненную таблицу «Документы», записи которой содержат ссылки
на документы, созданные в различных приложениях: графические, текстовые файлы,
архивные технологи и т.д.
Выбор ТП осуществляется процедурой
разархивации, которая извлекает технологический процесс из архива и помещает
его в рабочее поле КОМПАС – АВТОПРОЕКТ, доступное для внесения изменений. Информация
о текущем технологическом процессе распределяется по уровням: деталь – операция
– переход.
Пользователю предоставлена
возможность перемещаться по уровням, отслеживать состав переходов по каждой
технологической операции, осуществлять необходимую корректировку. При этом
технологический процесс, находящийся в архиве, не меняется. Модифицированная технология
может быть помещена обратно в архив под прежним или новым именем.
Одним из основных преимуществ КОМПАС
– АВТОПРОЕКТ является возможность модернизации системы без участия разработчика
самими пользователями. Корректируются состав и структура всех баз данных, настраиваются
формы технологических документов, подключаются новые программные модули.
Гибкость программного и
информационного обеспечения позволяет быстро адаптировать систему к любым
производственным условиям. Инструментальные средства системы позволяют
разрабатывать на ее основе пользовательские приложения.